 sales@mayvannang.com
sales@mayvannang.com

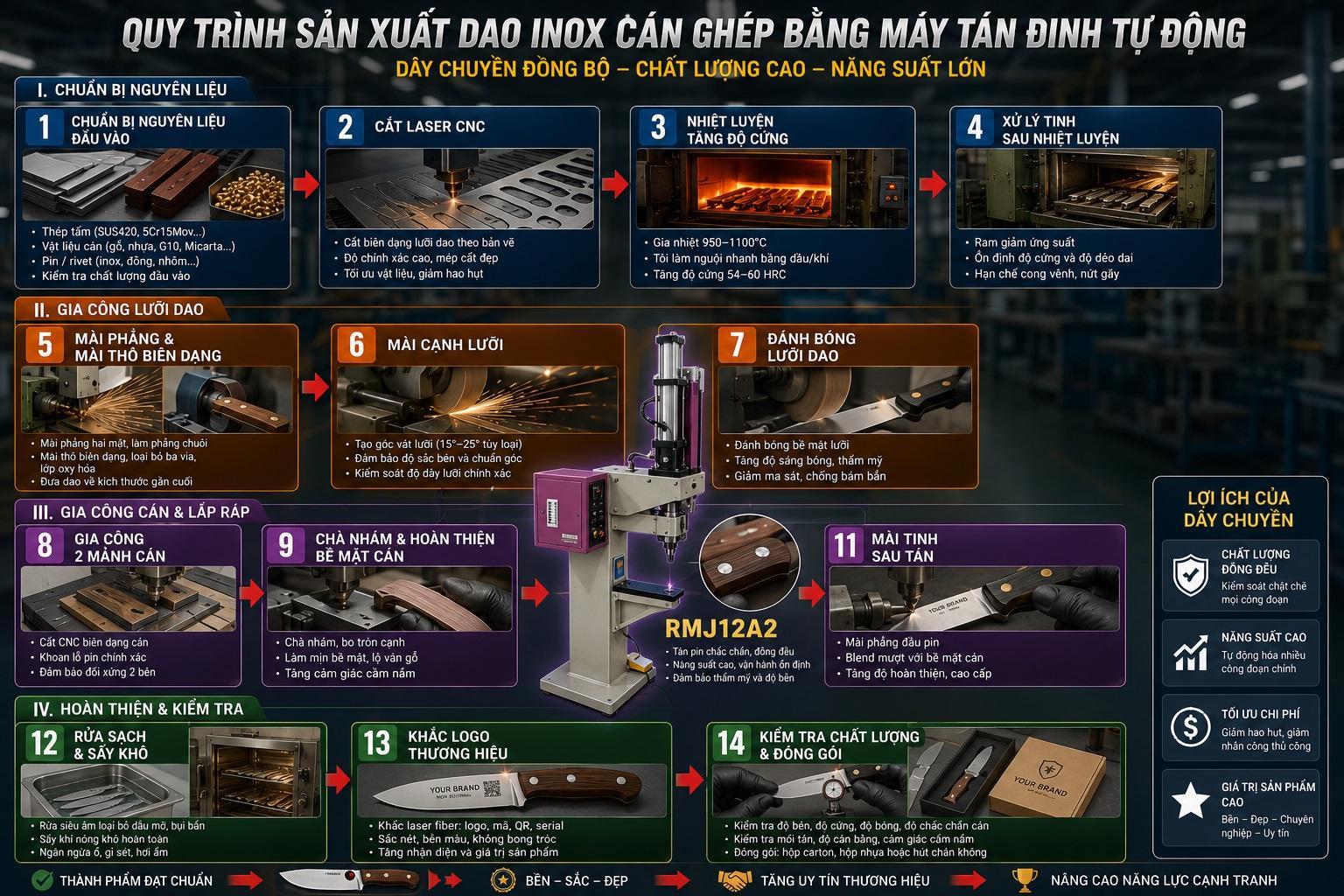
Xây dựng dây chuyền sản xuất dao inox cán ghép bằng máy tán đinh tự động
23:47 - 13/06/2026
Trong ngành cơ khí chế tạo và sản xuất dụng cụ cắt gọt, dao là một sản phẩm tưởng chừng đơn giản nhưng thực tế lại yêu cầu mức độ chính xác rất cao trong gần như toàn bộ quá trình sản xuất. Một con dao thành phẩm chất lượng không chỉ phụ thuộc vào việc lựa chọn thép tốt mà còn phụ thuộc rất lớn vào dây chuyền gia công phía sau. Từ khâu cắt phôi thép ban đầu, gia công chuôi, nhiệt luyện, mài sắc, đánh bóng cho đến công đoạn lắp ráp phần cán, tất cả đều ảnh hưởng trực tiếp tới độ bén, độ bền, tính thẩm mỹ và tuổi thọ của sản phẩm.
Đối với các dòng dao có kết cấu full tang, tức phần lõi thép của lưỡi kéo dài xuyên suốt thân dao tới tận cuối cán, phương pháp lắp ráp phổ biến nhất là sử dụng hai mảnh cán ghép hai bên chuôi và cố định bằng pin hoặc đinh tán. Kết cấu này cho độ cứng vững vượt trội so với cán đúc liền thông thường, giúp dao chịu lực tốt hơn rất nhiều, đặc biệt với các dòng dao bếp, dao chặt, dao outdoor hoặc dao công nghiệp. Tuy nhiên, để sản xuất loại dao này với sản lượng lớn và chất lượng đồng đều, doanh nghiệp cần xây dựng một dây chuyền sản xuất đồng bộ với nhiều cụm máy khác nhau. Trong toàn bộ hệ thống, máy tán đinh tự động được xem là thiết bị trung tâm ở khâu lắp ráp vì quyết định trực tiếp đến độ chắc chắn của phần cán.
DÂY CHUYỀN SẢN XUẤT CHI TIẾT DẠNG HỘP, THÙNG NHỰA DANPLA
DÂY CHUYỀN SẢN XUẤT GIÁ KỆ CÔNG NGHIỆP HIỆN ĐẠI
QUY TRÌNH SẢN XUẤT VÀ GIA CÔNG MŨ BẢO HIỂM
Kinh Nghiệm Chọn Mâm Cặp Máy Tiện Phù Hợp Cho Xưởng Cơ Khí Và Nhà Máy CNC
Nội dung bài viết
- Xây dựng dây chuyền sản xuất dao inox cán ghép bằng máy tán đinh tự động
- Công đoạn 1: Chuẩn bị nguyên liệu đầu vào
- Công đoạn 2: Cắt phôi lưỡi dao bằng máy cắt laser CNC
- Công đoạn 3 + 4 : Nhiệt luyện tăng độ cứng và xử lý tinh sau
- Công đoạn 5: Mài phẳng và mài thô biên dạng
- Công đoạn 6: Mài cạnh lưỡi dao
- Công đoạn 7: Đánh bóng lưỡi dao
- Công đoạn 8: Gia công hai mảnh cán dao
- Công đoạn 9: Chà nhám và hoàn thiện bề mặt cán
- Công đoạn 10: Tán đinh tự động – Trái tim của dây chuyền
- Công đoạn 11: Mài tinh sau tán
- Công đoạn 12: Rửa sạch và sấy khô
- Công đoạn 13: Khắc logo thương hiệu
- Công đoạn 14: Kiểm tra chất lượng và đóng gói
- Kết luận
Xây dựng dây chuyền sản xuất dao inox cán ghép bằng máy tán đinh tự động
Trong ngành cơ khí chế tạo và sản xuất dụng cụ cắt gọt, dao là một sản phẩm tưởng chừng đơn giản nhưng thực tế lại yêu cầu mức độ chính xác rất cao trong gần như toàn bộ quá trình sản xuất. Một con dao thành phẩm chất lượng không chỉ phụ thuộc vào việc lựa chọn thép tốt mà còn phụ thuộc rất lớn vào dây chuyền gia công phía sau. Từ khâu cắt phôi thép ban đầu, gia công chuôi, nhiệt luyện, mài sắc, đánh bóng cho đến công đoạn lắp ráp phần cán, tất cả đều ảnh hưởng trực tiếp tới độ bén, độ bền, tính thẩm mỹ và tuổi thọ của sản phẩm.
Đối với các dòng dao có kết cấu full tang, tức phần lõi thép của lưỡi kéo dài xuyên suốt thân dao tới tận cuối cán, phương pháp lắp ráp phổ biến nhất là sử dụng hai mảnh cán ghép hai bên chuôi và cố định bằng pin hoặc đinh tán. Kết cấu này cho độ cứng vững vượt trội so với cán đúc liền thông thường, giúp dao chịu lực tốt hơn rất nhiều, đặc biệt với các dòng dao bếp, dao chặt, dao outdoor hoặc dao công nghiệp. Tuy nhiên, để sản xuất loại dao này với sản lượng lớn và chất lượng đồng đều, doanh nghiệp cần xây dựng một dây chuyền sản xuất đồng bộ với nhiều cụm máy khác nhau. Trong toàn bộ hệ thống, máy tán đinh tự động được xem là thiết bị trung tâm ở khâu lắp ráp vì quyết định trực tiếp đến độ chắc chắn của phần cán.
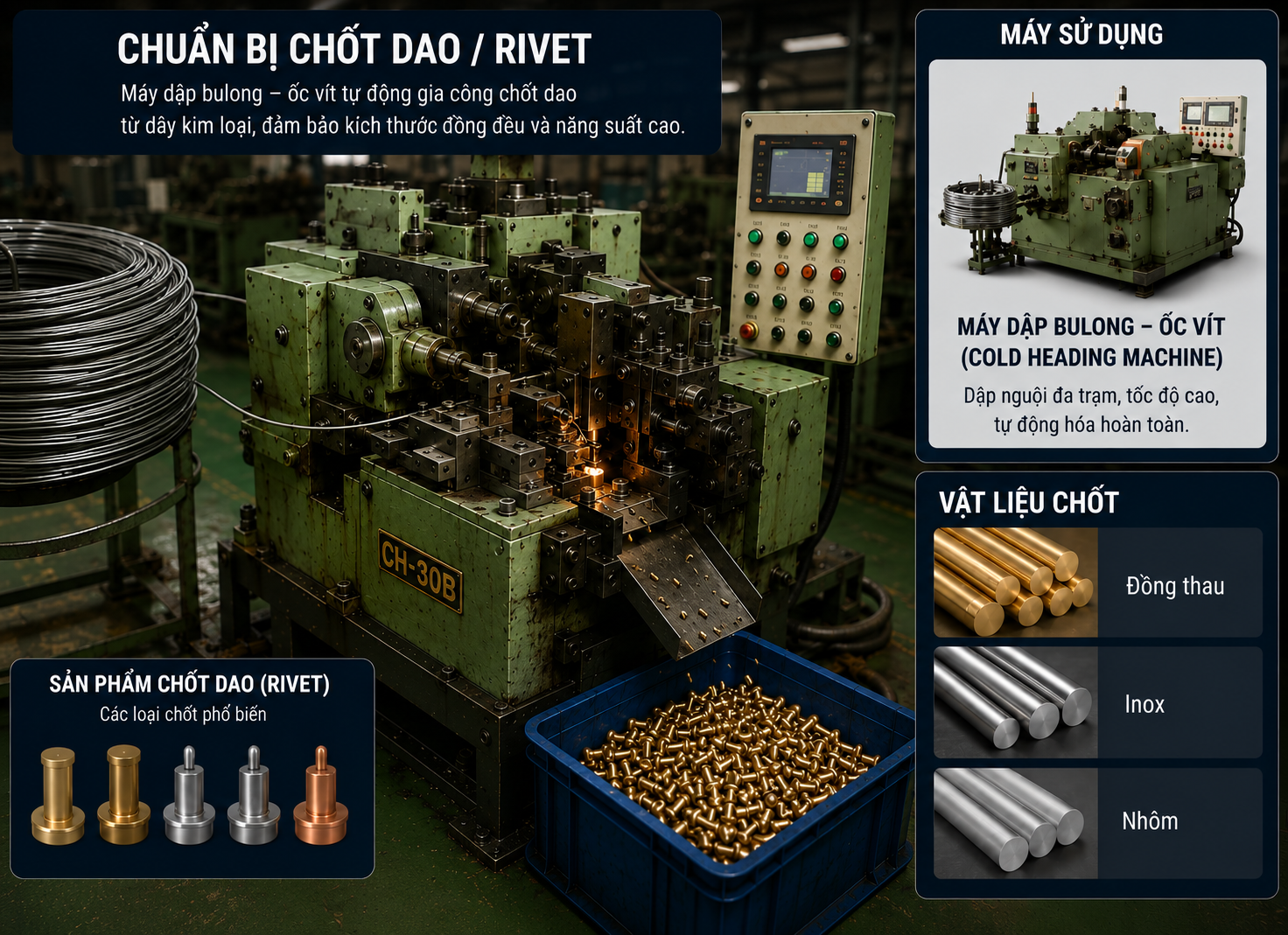
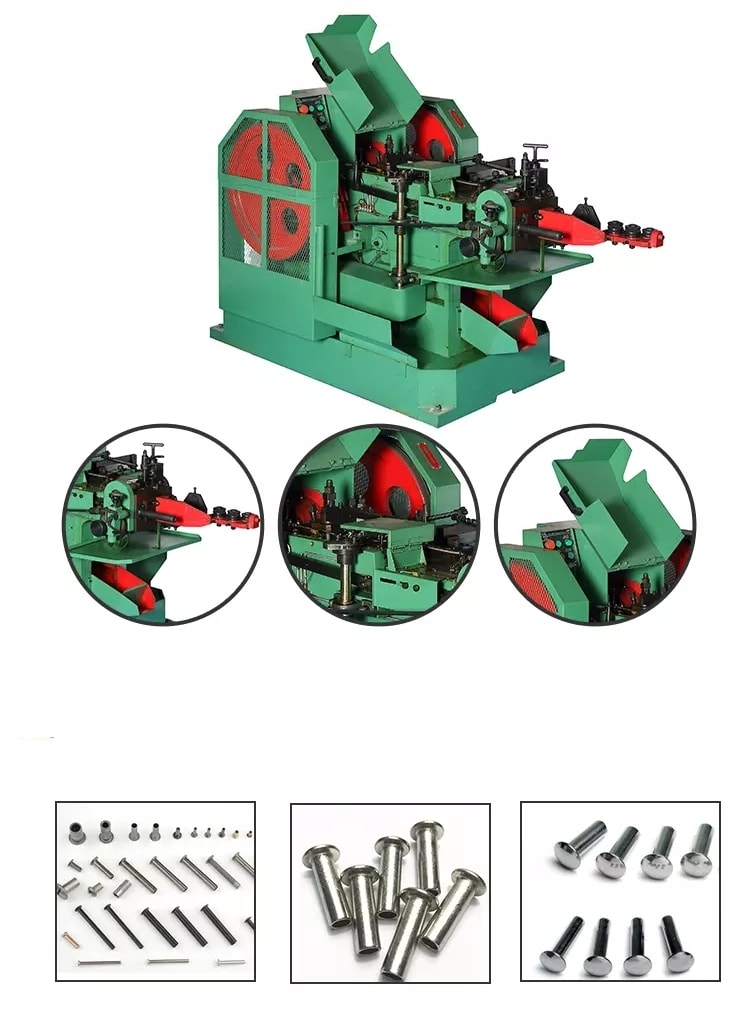
Chốt dao nên chuẩn bị sản lượng lớn và có kích thước đồng đều, có thể sử dụng máy dập sản xuất đinh tán của Cường Thịnh
https://mayvannang.com/may-lam-dinh-tan-may-san-xuat-dinh-tan.html
Công đoạn 1: Chuẩn bị nguyên liệu đầu vào

Dùng máy đúc áp lực đúc chuôi dao
Mọi dây chuyền sản xuất chất lượng đều bắt đầu từ việc kiểm soát nguyên liệu đầu vào. Trong sản xuất dao, nguyên liệu có thể chia thành ba nhóm chính: vật liệu làm lưỡi dao, vật liệu làm cán dao và vật liệu dùng để liên kết cán với chuôi. Đối với phần lưỡi dao, thép không gỉ như SUS420, SUS430 hoặc thép carbon cao như 5Cr15Mov là những lựa chọn rất phổ biến vì chúng có sự cân bằng tốt giữa độ cứng, độ dẻo và khả năng chống ăn mòn. Sau khi qua nhiệt luyện, những vật liệu này có thể đạt độ cứng cao, giúp dao giữ cạnh sắc lâu mà vẫn tránh được tình trạng quá giòn dẫn đến mẻ lưỡi khi va đập.
Nguyên liệu thép thường được nhập dưới dạng thép tấm với độ dày dao động từ 2 mm đến 5 mm. Dao mỏng như dao thái, dao gọt thường dùng thép mỏng hơn, trong khi dao chặt hoặc dao săn cần vật liệu dày để chịu tải trọng lớn hơn. Song song với phần thép là vật liệu làm cán. Tùy định vị sản phẩm, cán dao có thể làm bằng gỗ tự nhiên, nhựa ABS, composite G10 hoặc Micarta. Cán gỗ cho cảm giác sang trọng và cầm êm tay nhưng yêu cầu xử lý chống ẩm tốt. Cán nhựa phù hợp với sản xuất số lượng lớn nhờ chi phí thấp và tốc độ gia công cao. Composite cao cấp lại nổi bật nhờ độ bền cơ học và khả năng chống nước gần như tuyệt đối.
Ngoài ra, pin hoặc đinh tán bằng inox, đồng hoặc nhôm cũng cần được kiểm tra kỹ. Dù là chi tiết nhỏ, nhưng pin là thành phần trực tiếp giữ toàn bộ kết cấu cán. Nếu pin sai kích thước hoặc vật liệu không phù hợp, mối ghép sau khi tán có thể bị lỏng hoặc biến dạng không đều.
Ưu điểm: Kiểm soát tốt nguyên liệu giúp giảm lỗi từ gốc, tăng tỷ lệ thành phẩm đạt chuẩn.
Nhược điểm: Tốn thời gian kiểm tra và yêu cầu QC đầu vào nghiêm ngặt.
Công đoạn 2: Cắt phôi lưỡi dao bằng máy cắt laser CNC
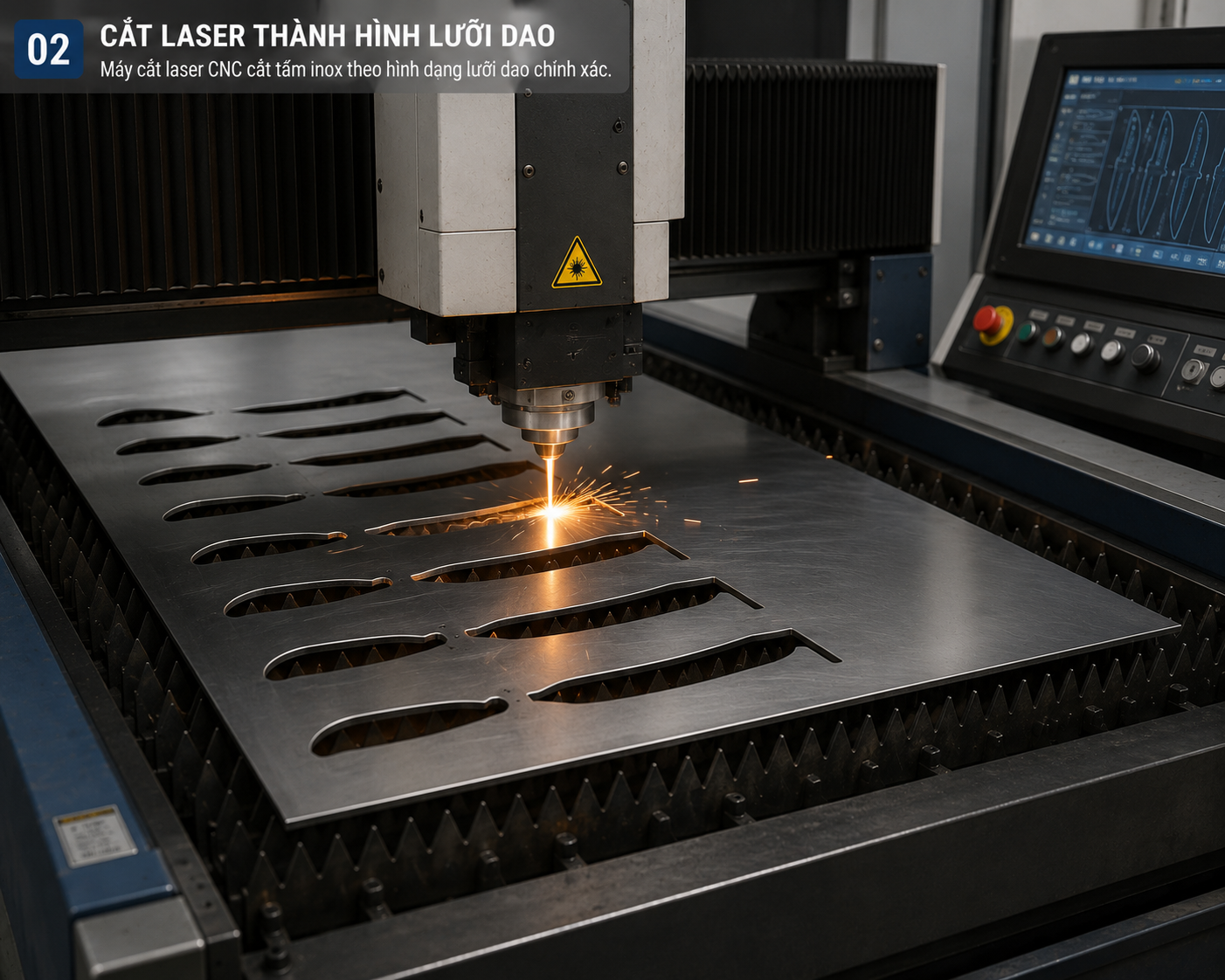
Cắt biên dạng dao
Sau khi nguyên liệu được chuẩn bị, thép tấm được chuyển sang công đoạn cắt phôi. Đây là bước đầu tiên tạo ra hình dạng thực tế của lưỡi dao. Máy phù hợp nhất cho công đoạn này là máy cắt laser CNC. Máy hoạt động dựa trên nguyên lý hội tụ chùm tia laser công suất cao lên bề mặt kim loại. Năng lượng nhiệt cực lớn tại điểm hội tụ làm kim loại nóng chảy cục bộ, trong khi khí hỗ trợ như nitrogen hoặc khí nén thổi vật liệu nóng chảy ra ngoài, tạo thành đường cắt.
Điểm mạnh lớn nhất của cắt laser là độ chính xác cực cao. Sai số thường chỉ nằm trong phạm vi vài phần trăm milimet, rất phù hợp với sản phẩm yêu cầu tính đối xứng và độ chuẩn hình học như dao. Toàn bộ biên dạng lưỡi, phần chuôi và một số lỗ sơ bộ có thể được cắt trực tiếp từ bản vẽ CAD. So với phương pháp cắt cơ khí truyền thống hoặc dập thủ công, laser cho mép cắt đẹp hơn, ít ba via hơn và đặc biệt giảm hao hụt vật liệu nhờ tối ưu nesting.
Sau công đoạn này, sản phẩm thu được là phôi dao thô, tức đã có hình dạng cơ bản nhưng chưa thể sử dụng vì chưa có độ cứng và chưa được mài sắc.
Ưu điểm: Tốc độ nhanh, linh hoạt nhiều mẫu, độ chính xác cao.
Nhược điểm: Chi phí đầu tư máy và bảo trì lớn.
Công đoạn 3 + 4 : Nhiệt luyện tăng độ cứng và xử lý tinh sau
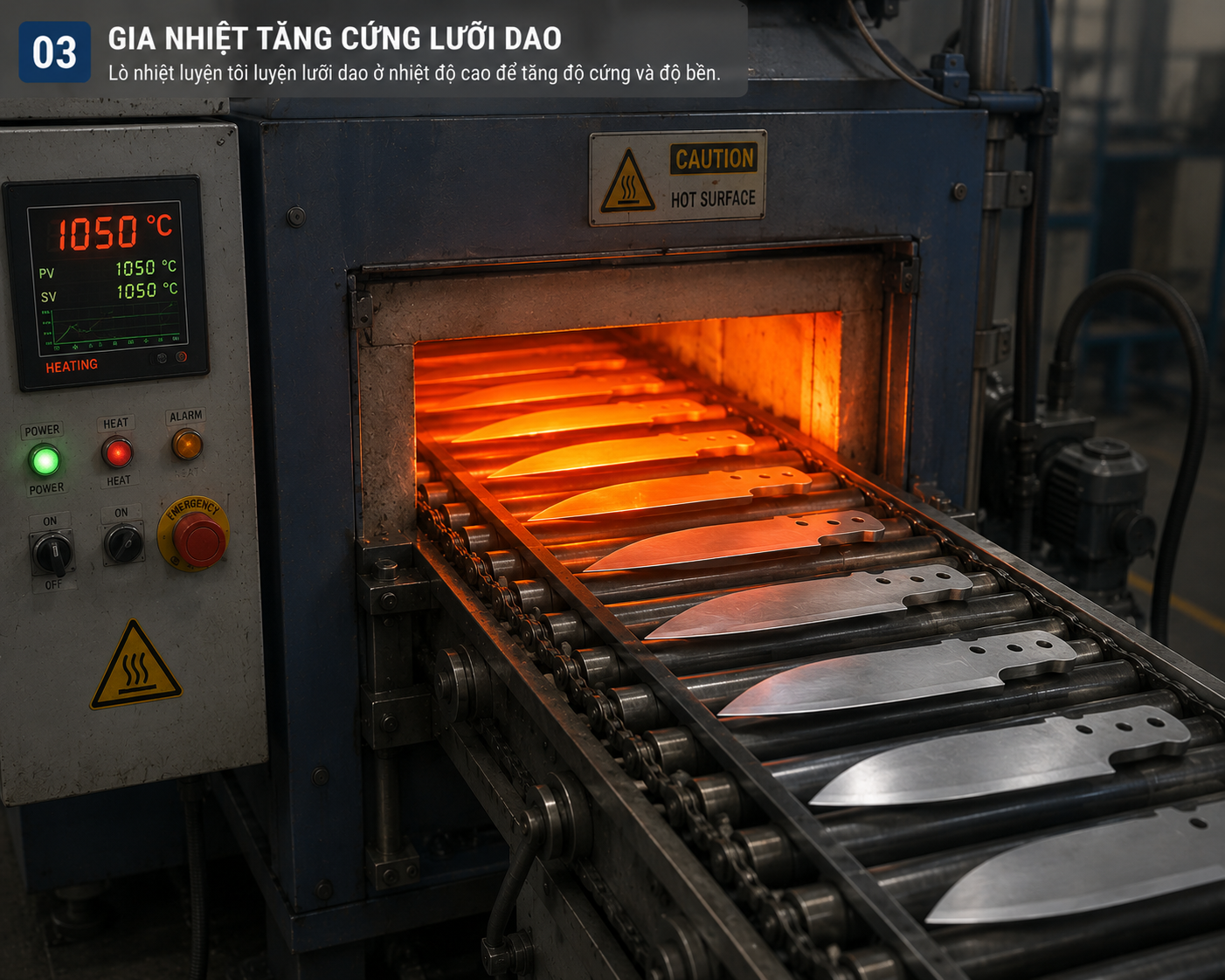
Gia công tăng độ cứng
Phôi dao sau gia công vẫn còn khá mềm. Nếu mang đi sử dụng ngay, lưỡi dao sẽ nhanh cùn, dễ cong hoặc biến dạng. Vì vậy nhiệt luyện là công đoạn bắt buộc.
Dao được đưa vào lò nhiệt luyện và gia nhiệt đến khoảng 950–1100°C tùy mác thép. Ở nhiệt độ này, cấu trúc tinh thể của thép thay đổi. Sau khi giữ nhiệt đủ lâu, phôi được làm nguội nhanh bằng dầu hoặc khí trong quá trình gọi là tôi. Việc làm nguội đột ngột giúp tăng mạnh độ cứng của vật liệu.
Tuy nhiên thép sau tôi thường rất giòn. Vì vậy cần thêm công đoạn ram để giải phóng ứng suất bên trong và đưa thép về trạng thái cân bằng hơn. Sau toàn bộ quá trình này, độ cứng lưỡi dao có thể đạt 54–60 HRC.
Ưu điểm: Tăng mạnh độ cứng và khả năng giữ bén.
Nhược điểm: Sai nhiệt độ sẽ làm dao giòn hoặc mềm.
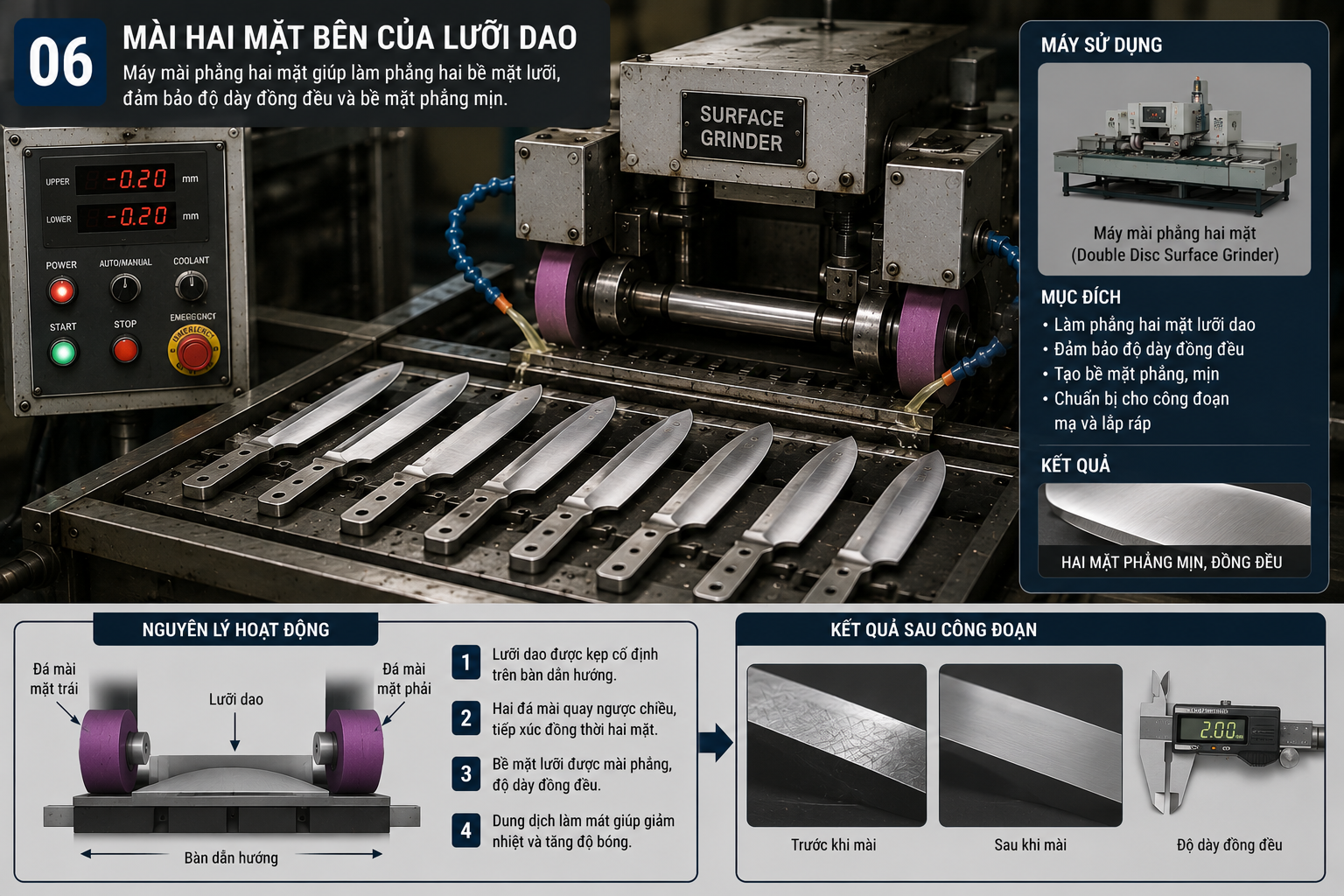
Công đoạn 5: Mài phẳng và mài thô biên dạng
Sau nhiệt luyện, dao thường bị oxy hóa bề mặt, cháy màu hoặc cong nhẹ. Công đoạn tiếp theo là đưa dao sang cụm máy mài để chỉnh lại hình học.
Máy mài phẳng xử lý hai mặt thân dao và đặc biệt là phần chuôi, đảm bảo độ phẳng chính xác cao. Máy mài băng nhám giúp loại bỏ lớp cháy, ba via và vật liệu dư. Đây là bước giúp đưa dao về gần kích thước cuối cùng trước khi tạo cạnh cắt.
Nếu bỏ qua bước này, các sai lệch nhỏ từ cắt laser và nhiệt luyện sẽ ảnh hưởng tới độ chính xác của lưỡi dao sau cùng.
Ưu điểm: Chuẩn hóa hình học, tăng độ phẳng.
Nhược điểm: Mài quá mức gây hao vật liệu.
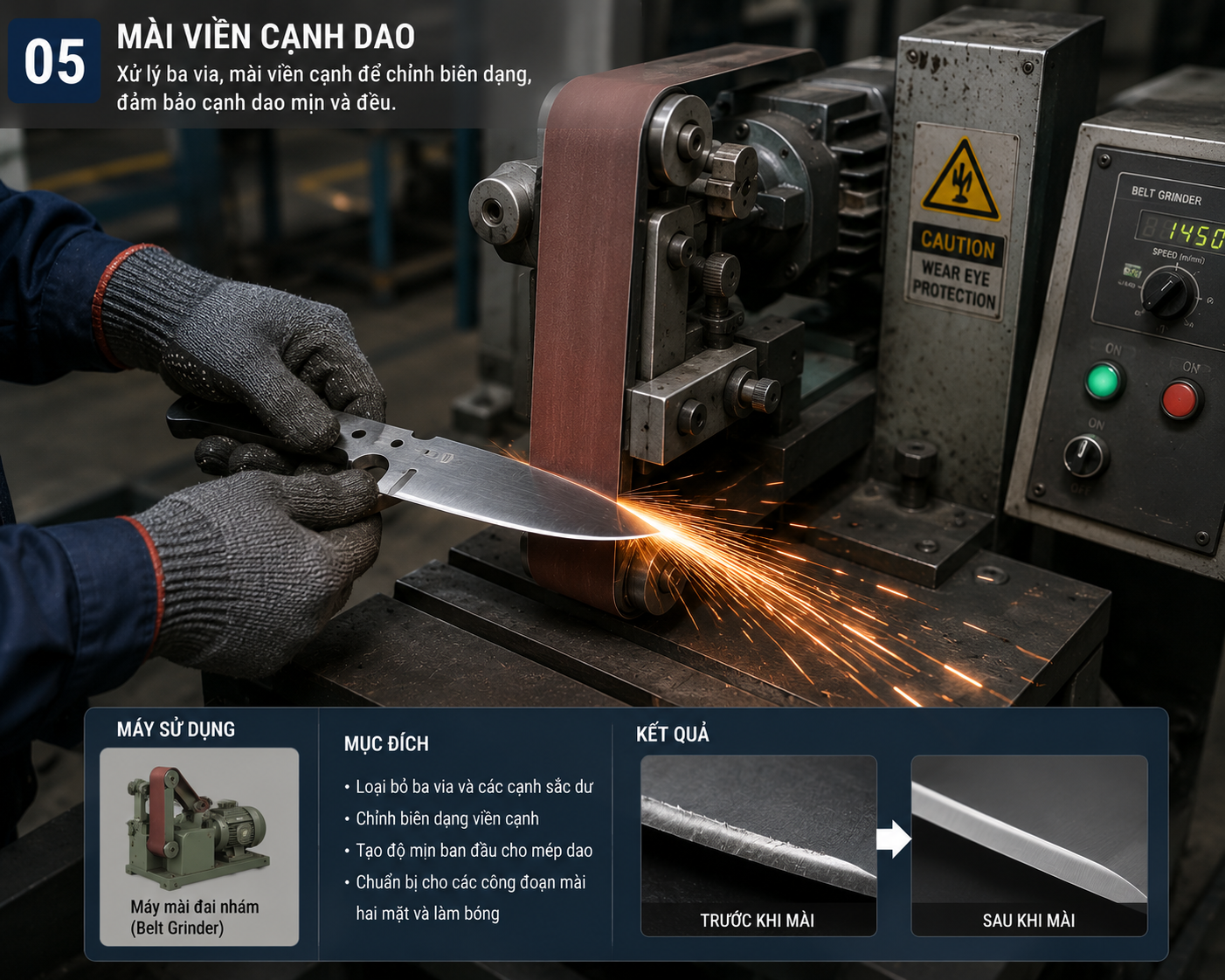
Công đoạn 6: Mài cạnh lưỡi dao
Mài cạnh lưỡi dao
Đây là công đoạn quyết định khả năng cắt của sản phẩm. Dao được gá trên máy mài dao chuyên dụng với một góc cố định, sau đó mép lưỡi tiếp xúc với đá mài hoặc băng nhám để tạo bevel.
Góc mài ảnh hưởng trực tiếp đến hiệu năng dao. Dao bếp thường mài góc nhỏ khoảng 15–20 độ để tăng độ bén. Dao chặt thường dùng góc lớn hơn để tăng độ bền cạnh cắt. Sai số góc mài dù nhỏ cũng có thể khiến dao rất bén nhưng nhanh mẻ, hoặc bền nhưng cắt không ngọt.
Ưu điểm: Tạo cạnh cắt chuẩn, quyết định độ bén.
Nhược điểm: Sai góc mài làm chất lượng dao giảm mạnh.
Công đoạn 7: Đánh bóng lưỡi dao

Mạ điện phân làm cứng lưỡi dao
Sau khi mài cạnh, lưỡi dao vẫn còn các vết xước mịn do nhám để lại. Dao được chuyển sang máy đánh bóng để hoàn thiện ngoại quan. Máy đánh bóng dùng bánh vải hoặc bánh nỉ quay tốc độ cao kết hợp với hợp chất đánh bóng.
Quá trình này giúp giảm độ nhám bề mặt, tăng độ bóng và cải thiện đáng kể thẩm mỹ sản phẩm. Tùy phân khúc, dao có thể được hoàn thiện dạng satin hoặc mirror finish.
Ưu điểm: Tăng ngoại quan, tăng giá trị sản phẩm.
Nhược điểm: Đánh bóng quá mạnh có thể làm nóng lưỡi.
Công đoạn 8: Gia công hai mảnh cán dao
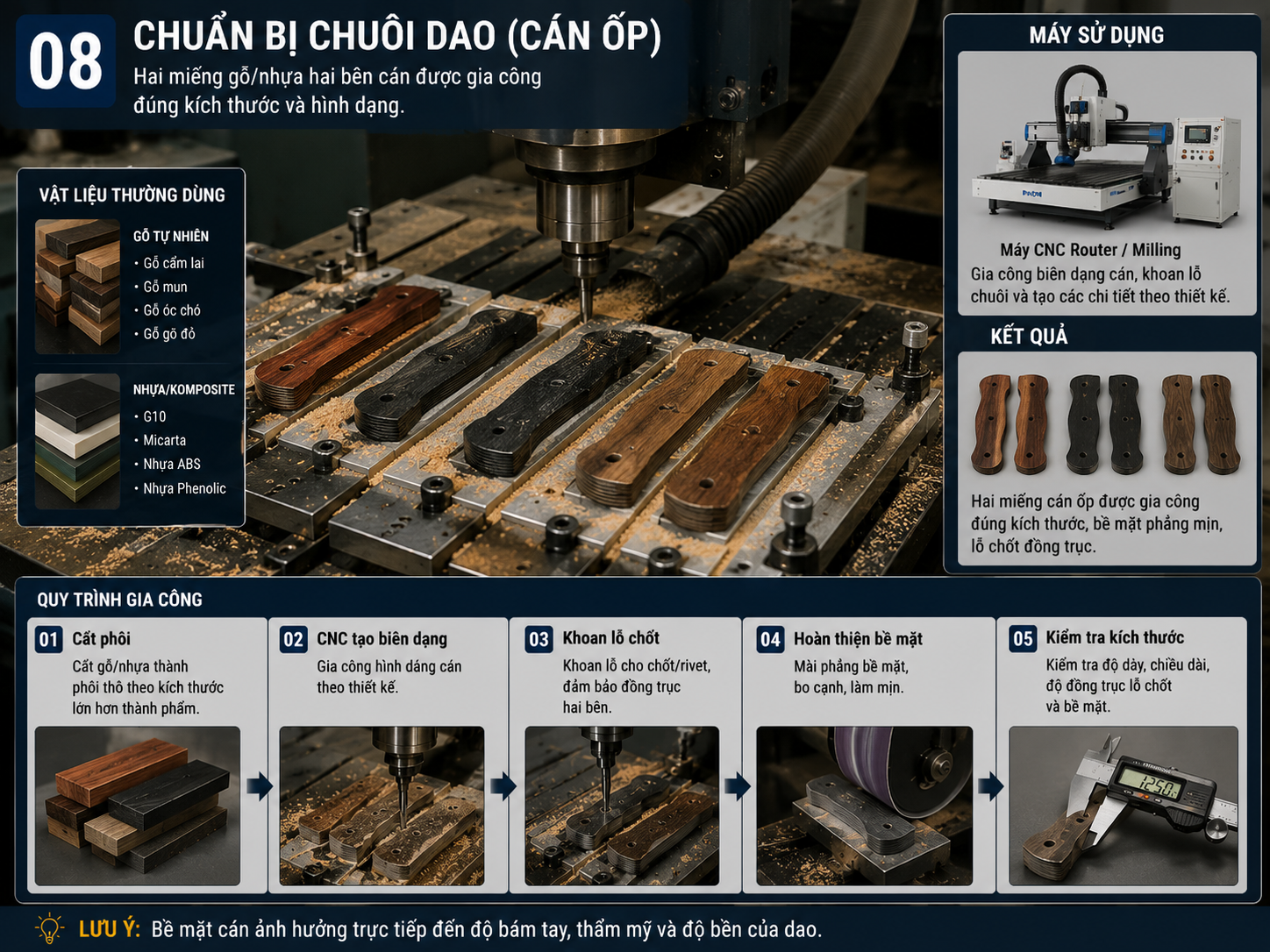
Gia công chuôi dao gỗ
Song song với quá trình gia công phần lưỡi dao, vật liệu dùng để làm cán cũng được đưa sang một cụm máy riêng để gia công. Tùy theo định vị sản phẩm mà doanh nghiệp có thể lựa chọn nhiều loại vật liệu khác nhau như gỗ tự nhiên, nhựa ABS, nhựa PP, composite G10 hoặc Micarta. Mỗi loại vật liệu sẽ yêu cầu phương pháp gia công khác nhau. Nếu cán được làm bằng gỗ hoặc composite dạng tấm, máy phù hợp nhất thường là CNC Router hoặc máy phay CNC. Phôi vật liệu ban đầu được cắt thành kích thước sơ bộ, sau đó được gá lên bàn máy để phay biên dạng bên ngoài theo thiết kế đã lập trình sẵn. Máy sẽ gia công toàn bộ đường cong bên ngoài, tạo hình ergonomic theo lòng bàn tay để giúp người dùng cầm nắm thoải mái hơn trong quá trình sử dụng.
Ngoài biên dạng ngoài, máy còn thực hiện gia công bề mặt tiếp xúc giữa cán và chuôi dao. Đây là vùng cực kỳ quan trọng vì nếu mặt tiếp xúc không phẳng hoặc không sát, sau khi lắp sẽ tạo khe hở giữa cán và lõi thép. Không chỉ gây mất thẩm mỹ, khe hở còn khiến nước, dầu hoặc bụi bẩn lọt vào bên trong trong quá trình sử dụng lâu dài. Bên cạnh đó, lỗ pin trên hai mảnh cán cũng phải được khoan chính xác để đồng bộ tuyệt đối với lỗ trên chuôi dao. Nếu cán làm bằng nhựa, doanh nghiệp có thể sử dụng máy ép phun để tạo trực tiếp hai nửa cán trong khuôn. Phương pháp này phù hợp với sản xuất số lượng lớn vì tốc độ cao và độ đồng đều tốt.
Máy sử dụng:
CNC Router
Máy phay CNC
Ưu điểm: Gia công được nhiều kiểu cán, đảm bảo độ chính xác cao, tạo form cầm đẹp.
Nhược điểm: Cán gỗ dễ nứt nếu vật liệu không được xử lý kỹ; cán nhựa dễ co ngót nếu nhiệt ép không chuẩn.
Công đoạn 9: Chà nhám và hoàn thiện bề mặt cán

Dùng máy mài và máy đánh rung
Sau khi gia công xong biên dạng, hai mảnh cán chưa thể lắp ngay vì bề mặt vẫn còn vết dao phay, vết cắt hoặc ba via nhỏ. Do đó cần đưa qua công đoạn chà nhám và hoàn thiện bề mặt. Máy chà nhám hoặc máy đánh bóng nhỏ được sử dụng để xử lý các khuyết điểm này. Công đoạn này không chỉ đơn thuần là làm đẹp mà còn ảnh hưởng trực tiếp đến trải nghiệm cầm nắm của người dùng.
Nếu cán còn cạnh sắc hoặc vết xước, khi sử dụng lâu sẽ gây khó chịu cho tay cầm. Với cán gỗ, chà nhám còn giúp lộ vân gỗ đẹp hơn, tăng tính thẩm mỹ của sản phẩm. Với cán composite, bước này giúp làm mịn các cạnh cắt sắc và tạo cảm giác cao cấp hơn. Với cán nhựa, đây là bước loại bỏ ba via sau ép khuôn. Sau chà nhám, một số dòng dao cao cấp còn được phủ dầu bảo vệ, sơn hoặc lớp chống ẩm để tăng tuổi thọ của cán.
Máy sử dụng:
Máy chà nhám
Máy đánh bóng mini
Máy đánh bóng rung
Ưu điểm: Cải thiện ngoại quan, tăng cảm giác cầm nắm, nâng cao giá trị sản phẩm.
Nhược điểm: Chà quá tay có thể làm sai kích thước lỗ hoặc biên dạng cán.
Công đoạn 10: Tán đinh tự động – Trái tim của dây chuyền
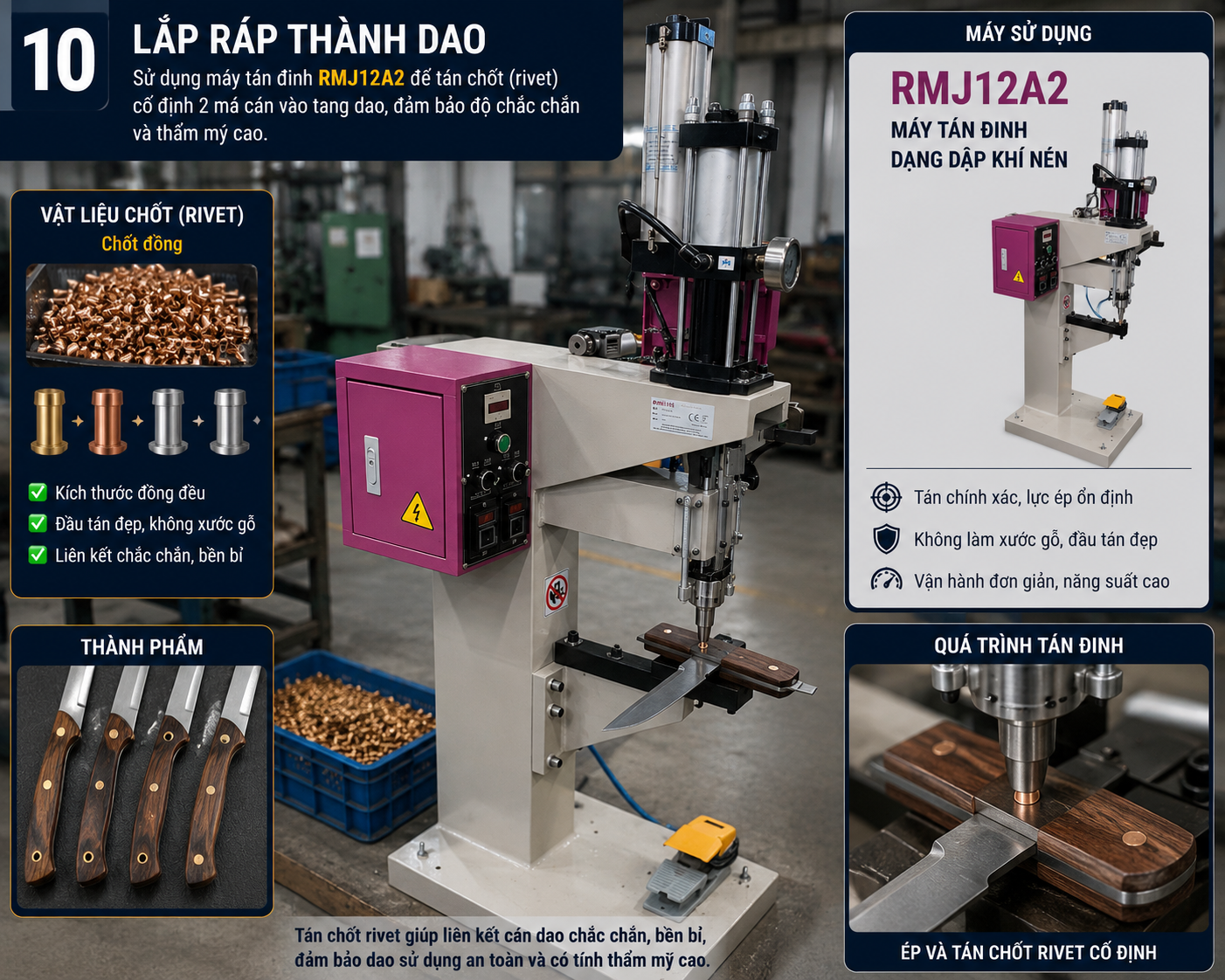
Dùng máy tán đinh RMJ12A2 để tán chốt cán dao
Đây là công đoạn quan trọng nhất của toàn bộ dây chuyền sản xuất dao cán ghép. Nếu coi lưỡi dao quyết định hiệu năng cắt thì công đoạn tán đinh quyết định độ bền cơ học của toàn bộ sản phẩm. Sau khi cụm cán – chuôi – pin được lắp sơ bộ, toàn bộ chi tiết được đưa vào máy tán đinh tự động. Máy này có thể sử dụng hệ truyền động khí nén, thủy lực hoặc servo tùy theo yêu cầu lực ép và sản lượng.
Nguyên lý hoạt động của máy là tạo lực ép chính xác lên đầu pin. Khi đầu tán đi xuống, dưới tác động của áp lực lớn, hai đầu pin bắt đầu biến dạng dẻo và nở rộng ra thành hình dạng giống đầu nấm. Chính phần vật liệu bị biến dạng này sẽ khóa chặt hai mảnh cán với chuôi dao thành một khối thống nhất. Nếu dùng công nghệ orbital riveting, đầu tán không ép thẳng hoàn toàn mà chuyển động theo quỹ đạo lệch tâm, giúp lực ép phân bố đều hơn và giảm nguy cơ nứt cán, đặc biệt với cán gỗ hoặc composite.
So với tán thủ công bằng búa, máy tán đinh tự động có lợi thế vượt trội. Tán bằng búa phụ thuộc hoàn toàn vào tay nghề công nhân, lực ép không đồng đều, dễ tạo đầu tán xấu hoặc làm nứt cán. Ngược lại, máy tự động giúp mỗi mối tán gần như giống hệt nhau, từ độ nở đầu pin cho đến lực siết cuối cùng. Điều này giúp chất lượng sản phẩm đồng đều hơn rất nhiều.
Máy sử dụng:
Máy tán đinh Rivetmach
Ưu điểm: Năng suất cao, mối tán đẹp, lực ép đồng đều, giảm phụ thuộc tay nghề công nhân.
Nhược điểm: Chi phí đầu tư ban đầu cao, cần thiết kế jig riêng cho từng mẫu dao.
Công đoạn 11: Mài tinh sau tán

Mài tinh sau tán
Sau khi tán xong, đầu pin thường vẫn nhô lên một lượng nhỏ so với bề mặt cán. Nếu giữ nguyên, khi cầm dao người dùng sẽ cảm thấy cấn tay, đồng thời ngoại quan sản phẩm cũng kém cao cấp. Vì vậy cần thêm công đoạn mài tinh sau tán. Dao được đưa sang máy mài tinh hoặc máy đánh bóng cục bộ để xử lý khu vực đầu pin.
Máy sẽ loại bỏ phần nhô thừa của pin và blend mượt giữa pin với bề mặt cán. Với sản phẩm cao cấp, mục tiêu là làm cho đầu pin gần như hòa vào cán, nhìn liền mạch và khó nhận ra độ gồ ghề khi chạm tay. Đây là bước tạo khác biệt rất lớn giữa sản phẩm thủ công đơn giản và sản phẩm có chất lượng thương mại cao.
Máy sử dụng:
Máy mài tinh
Máy đánh bóng cục bộ
Ưu điểm: Tăng độ hoàn thiện, nâng tầm cảm giác cao cấp.
Nhược điểm: Mài quá mạnh có thể làm xước cán hoặc lộ pin.
Công đoạn 12: Rửa sạch và sấy khô
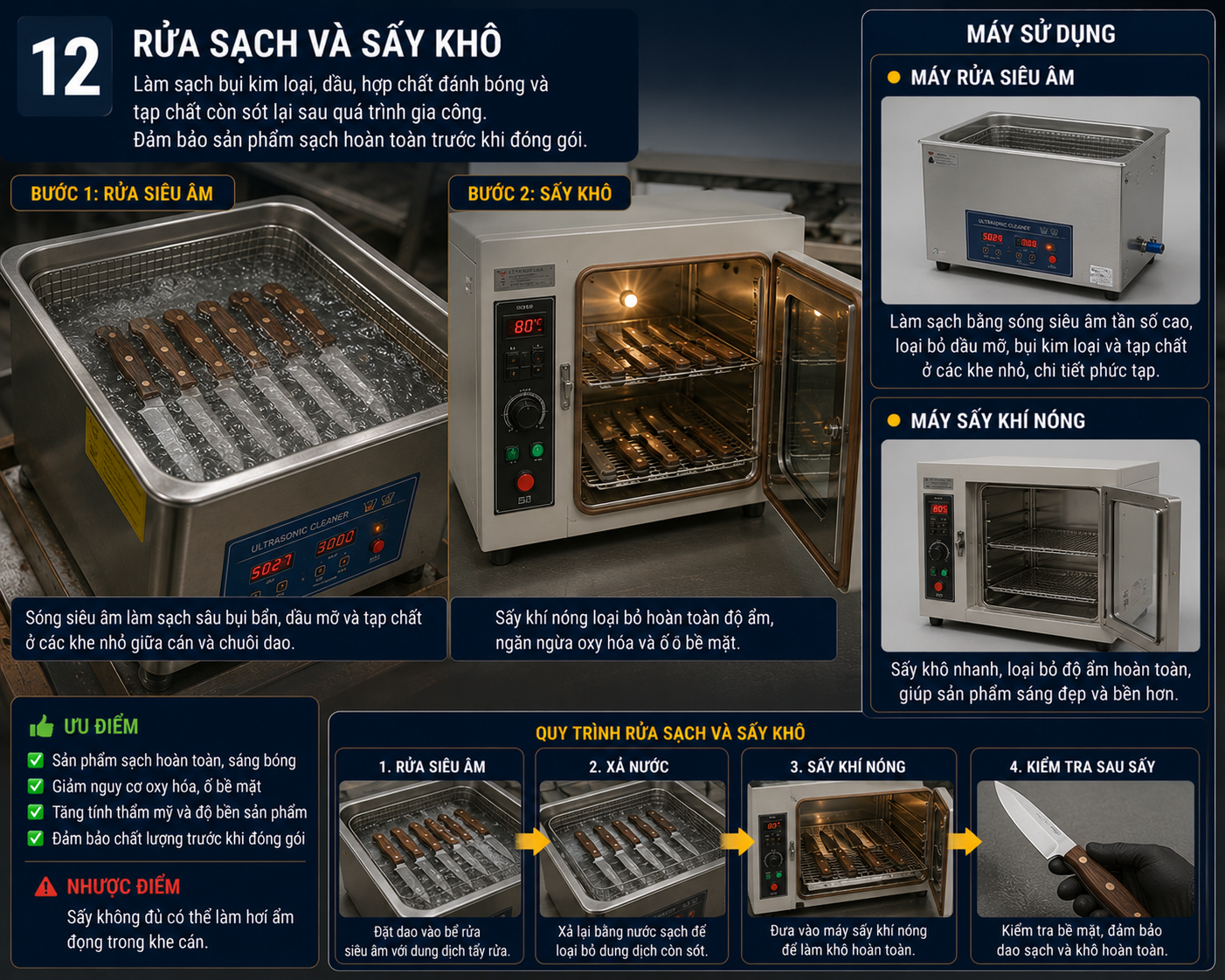
Rửa sạch và sấy khô
Sau hàng loạt công đoạn cắt, mài, đánh bóng và tán đinh, trên bề mặt dao thường bám bụi kim loại, dầu bôi trơn, hợp chất đánh bóng và nhiều tạp chất khác. Nếu không làm sạch, sản phẩm có thể bị ố bề mặt hoặc bẩn khi giao tới khách hàng. Vì vậy, công đoạn rửa sạch là bắt buộc.
Máy rửa siêu âm là lựa chọn rất hiệu quả vì sóng siêu âm có thể làm sạch cả những khe rất nhỏ giữa cán và chuôi dao — nơi lau bằng tay rất khó xử lý triệt để. Sau khi rửa, dao được chuyển sang máy sấy khí nóng để loại bỏ hoàn toàn độ ẩm còn sót lại. Điều này rất quan trọng, đặc biệt với dao có cán gỗ hoặc các khe lắp ráp kín.
Máy sử dụng:
Máy rửa siêu âm
Máy sấy khí nóng
Ưu điểm: Sản phẩm sạch hoàn toàn, giảm nguy cơ oxy hóa hoặc ố bề mặt.
Nhược điểm: Sấy không đủ có thể làm hơi ẩm đọng trong khe cán.
Công đoạn 13: Khắc logo thương hiệu

Khắc logo và thương hiệu
Sau khi đã sạch và khô, dao được đưa sang máy khắc laser fiber để khắc logo thương hiệu, mã sản phẩm, QR code hoặc serial number. Công nghệ khắc laser cho độ sắc nét rất cao, không bị bong tróc như in mực và gần như không ảnh hưởng đến bề mặt kim loại.
Thông thường vị trí khắc nằm gần phần chuôi trên thân lưỡi, vừa dễ nhìn vừa không ảnh hưởng tới vùng cắt. Với các thương hiệu lớn, đây cũng là công đoạn tăng độ nhận diện và giá trị thương mại của sản phẩm.
Máy sử dụng:
Máy laser fiber
Ưu điểm: Logo bền, đẹp, chuyên nghiệp.
Nhược điểm: Khắc sai gần như không thể sửa.
Công đoạn 14: Kiểm tra chất lượng và đóng gói
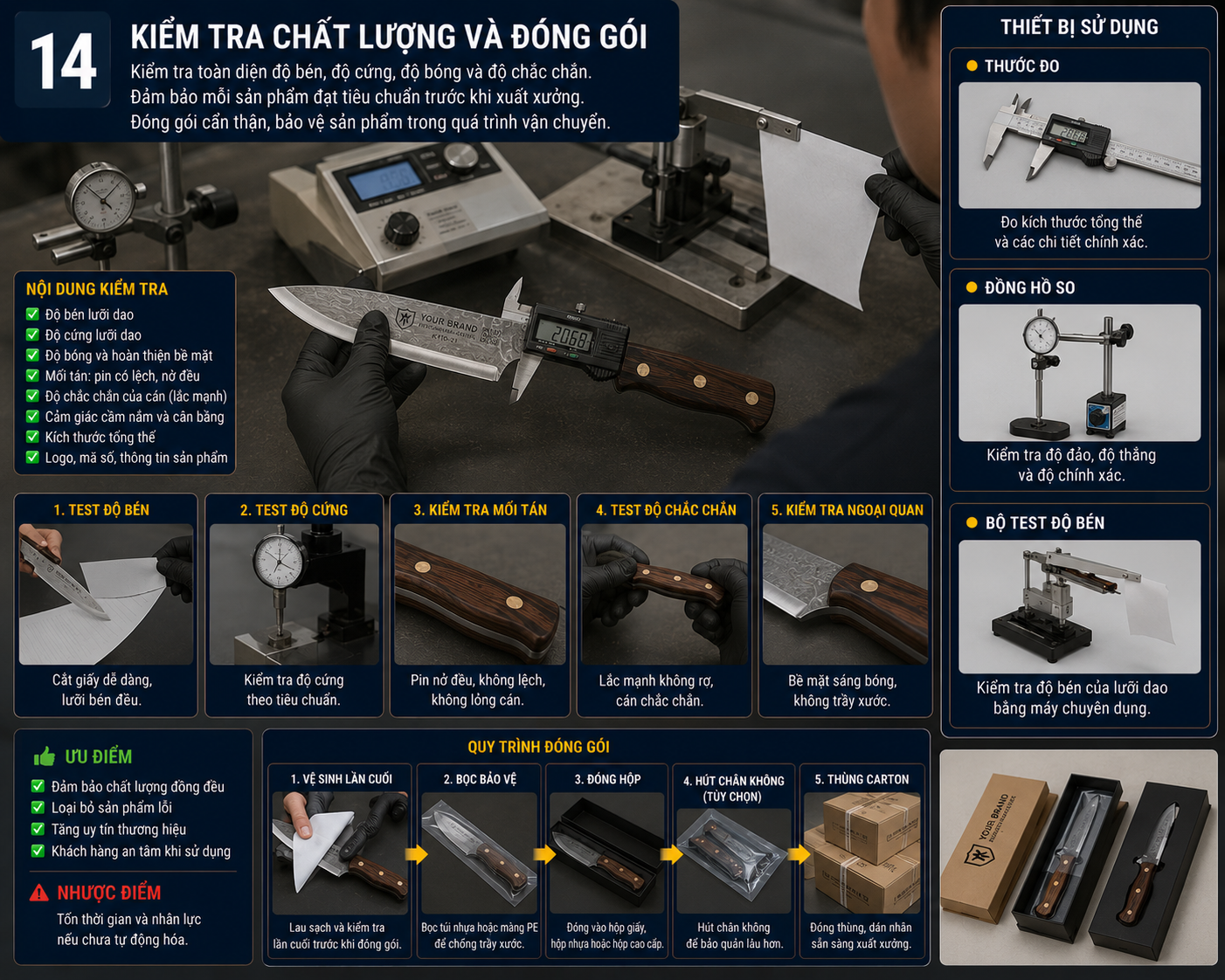
Kiểm tra và đóng gói
Đây là công đoạn cuối cùng trước khi sản phẩm xuất xưởng. Bộ phận QC sẽ kiểm tra toàn diện từng con dao từ độ bén, độ cứng, độ bóng bề mặt cho tới độ chắc chắn của phần cán. Với mối tán, cần kiểm tra xem pin có bị lệch không, đầu pin có nở đều không và khi lắc mạnh cán có xuất hiện độ rơ hay không.
Ngoài kiểm tra cơ khí, cảm giác cầm nắm cũng là yếu tố quan trọng. Một con dao tốt không chỉ bén mà còn phải tạo cảm giác chắc tay, cân bằng trọng lượng tốt và không gây khó chịu khi sử dụng lâu. Những sản phẩm đạt toàn bộ tiêu chuẩn mới được chuyển sang công đoạn đóng gói bằng hộp carton, hộp nhựa hoặc bao bì hút chân không.
Thiết bị sử dụng:
Thước đo
Đồng hồ so
Bộ test độ bén
Ưu điểm: Loại bỏ sản phẩm lỗi trước khi giao khách hàng.
Nhược điểm: Tốn thời gian và nhân lực nếu chưa tự động hóa.
Kết luận
Dây chuyền sản xuất dao inox cán ghép bằng máy tán đinh tự động là sự kết hợp của nhiều cụm máy cơ khí chính xác, từ cắt laser, gia công CNC, nhiệt luyện, mài sắc cho tới lắp ráp và hoàn thiện. Mỗi công đoạn đều có vai trò riêng và liên kết chặt chẽ với nhau. Trong đó, máy tán đinh tự động là thiết bị quan trọng nhất vì quyết định trực tiếp đến độ bền kết cấu của phần cán, chất lượng mối ghép và năng suất sản xuất. Khi đầu tư một dây chuyền đồng bộ, doanh nghiệp không chỉ nâng cao sản lượng mà còn chuẩn hóa chất lượng sản phẩm, giảm phụ thuộc vào lao động thủ công và gia tăng khả năng cạnh tranh trên thị trường.


