 sales@mayvannang.com
sales@mayvannang.com


Hướng dẫn sử dụng máy uốn ống thủy lực
15:27 - 19/07/2021
Máy uốn ống thủy lực dùng để gia công uốn cong các loại ống tròn, ống vuông theo một đường kính và góc uốn nhất định. Máy uốn ống thủy lực được dùng rất nhiều trong các khu công nghiệp để sản xuất hàng loạt các loại ống có yêu cầu cao về độ chính xác, độ móp trong các sản phẩm như bình nước nóng năng lượng mặt trời, ống dẫn khí trong hệ thống giàn sấy, ống khí cho nồi hơi ,...
Công ty TNHH Xây Lắp Điện Cường Thịnh xin cung cấp những loại máy uốn ống thủy lực, máy tạo hình đầu ống chất lượng kèm hướng dẫn sử dụng chi tiết nhất . Liên hệ Mr.Hiếu : 0839139466 để được tư vấn chi tiết .
DÂY CHUYỀN SẢN XUẤT GHẾ GẤP HIỆN ĐẠI
DÂY CHUYỀN SẢN XUẤT CHI TIẾT DẠNG HỘP, THÙNG NHỰA DANPLA
DÂY CHUYỀN SẢN XUẤT GIÁ KỆ CÔNG NGHIỆP HIỆN ĐẠI
QUY TRÌNH SẢN XUẤT VÀ GIA CÔNG MŨ BẢO HIỂM
Hướng dẫn sử dụng máy uốn ống thủy lực

Nội dung bài viết
Lưu ý
- Đảm bảo máy được kết nối nguồn điện dưới đất trước khi sử dụng. Trong mọi trường hợp không được đưa máy không có thiết bị bảo vệ vào hoạt động.
- Nghiêm cấm đi vào không gian hoạt động của máy khi máy đang hoạt động
- Người điều khiển phải đứng ở vị trí có thể chạm vào công tắc dừng.
- Máy phải được vận hành bởi nhân viên đã được đào tạo chuyên môn để sử dụng máy an toàn, đúng các thông số và đặc tính kỹ thuật mà máy được thiết kế.
- Tắt nguồn ngay lập tức khi máy gặp sự cố.
- Giữ cho máy và môi trường xung quanh sạch sẽ và không có vật cản.
- Để đảm bảo an toàn, tắt nguồn khi cài đặt và vận hành mô-đun.
- Khi máy được vận hành ở chế độ tự động, hãy đảm bảo rằng tất cả dữ liệu được cài đặt chính xác.
- Kiểm tra que thăm dầu trước khi vận hành và duy trì mức dầu trên 2/3.
- Lắp đặt máy trên nền âm thanh và điều chỉnh mức độ để ổn định hơn.
- Kiểm tra chiều quay của động cơ. Nếu hướng không chính xác, hãy điều chỉnh hệ thống dây của nguồn điện.
- Đảm bảo máy được đặt bằng phẳng trước khi vận hành.
Đặc tính kỹ thuật của máy uốn ống thủy lực
Dòng máy uốn ống thủy lực DW được phát triển trên cơ sở công nghệ tiên tiến ở nước ngoài.
Máy được điều khiển bằng thiết bị máy tính và áp suất thủy lực
Có thể chọn chế độ vận hành thủ công, bán tự động, hoàn toàn tự động, công tắc chân di chuyển có hai loại chức năng, là khởi động và dừng khi có sự cố.
Thiết bị có độ an toàn cao và có chức năng truy cập.
Nhiều ống có đường kính nhỏ có thể được uốn cong và tạo hình cùng một lúc.
Cùng với đó là có hiệu suất ổn định và hiệu quả uốn ống cao, đây là thiết bị lý tưởng trong ngành sản xuất ống.
Thông số kỹ thuật của máy uốn ống NC
Model (mm) | DW-38 | DW-50 | DW-75 | DW-130 | DW-219 |
Đường kính uốn và độ dày lớn nhất | 38x2 | 50x3 | 75x4 | 130x8 | 219x16 |
Bán kính uốn lớn nhất | R160 | R250 | R300 | R450 | R800 |
Góc uốn lớn nhất | 190 | 190 | 190 | 190 | 190 |
Góc luốn nhỏ nhất | R≥1.50 | R≥1.50 | R≥1.50 | R≥1.50 | R≥1.50 |
Chiều dài phôi lớn nhất | 1600 | 2200 | 2800 | 4500 | 6000 |
Độ chính xác | ±0.1 | ±0.1 | ±0.1 | ±0.1 | ±0.1 |
Áp lực lớn nhất Mpa | 12 | 12 | 12 | 14 | 14 |
Khối lượng của máy | 750kg | 1220kg | 2000kg | 8000kg | 20000kg |
Thông số kỹ thuật Máy uốn ống thủy lực CNC
Model (mm) | DW-18CNC | DW-38CNC | DW-50CNC | DW-75CNC | DW-130CNC | DW-219CNC |
Đường kính uốn và độ dày lớn nhất | 19.1x1.2 | 39.1x2 | 51.1x3 | 76.1x4 | 133.1x8 | 220.1x16 |
Bán kính uốn lớn nhất | R120 | R160 | R250 | R300 | R450 | R800 |
Góc uốn lớn nhất | 190 | 190 | 190 | 190 | 190 | 190 |
Chiều dài phôi lớn nhất | 1800 | 2200 | 2500 | 3000 | 3000 | 4000 |
Độ chính xác | ±0.1 | ±0.1 | ±0.1 | ±0.1 | ±0.1 | ±0.1 |
Áp lực lớn nhất Mpa | 10 | 12 | 12 | 12 | 14 | 14 |
Khối lượng của máy | 1200kg | 1300kg | 1500kg | 4500kg | 7800kg | 22000kg |
Cấu tạo máy uốn ống thủy lực
Máy bao gồm các bộ phận truyền động cơ chính, bộ phận áp suất kẹp và dẫn hướng, trục quay, hệ thống điện, hệ thống thủy lực. bộ phận truyền lực chính (xem bản vẽ 1-1) bộ phận trục chính (xem bản vẽ 1-2), bộ phận áp suất kẹp và dẫn hướng (xem bản vẽ 1-3), hệ thống điện (xem bản vẽ 2), hệ thống thủy lực (xem bản vẽ 4)
- Chạy không tải: Bật nguồn, nhấn nút khởi động động cơ SB, hiển thị công việc, bơm dầu số 3 hoạt động thông qua bộ lọc dầu số 2 trong thùng dầu, chảy trở lại thùng qua van xả số 5
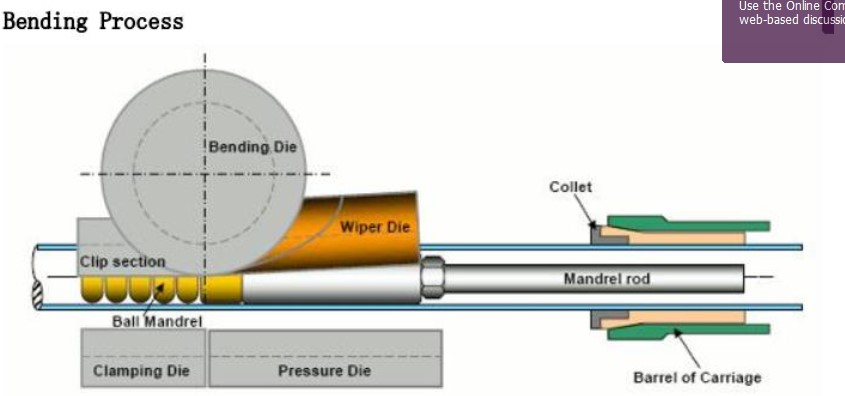
- Kẹp: nhấn công tắc chân, van từ Y1, van tràn sang Y9, tác động lên xi lanh kẹp, thời gian được điều khiển bởi cài đặt
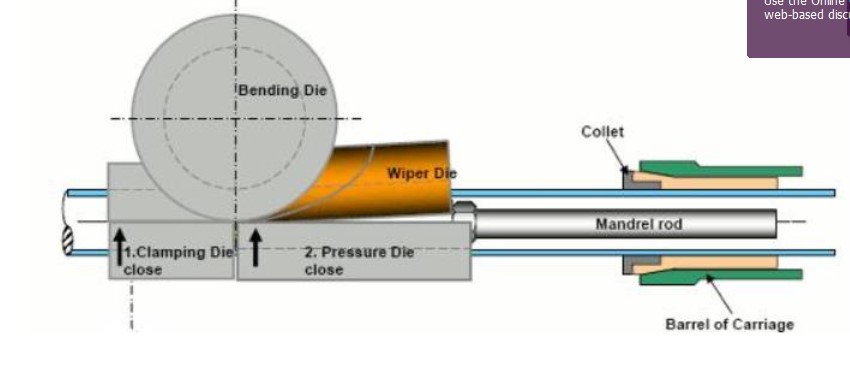
- Uốn: Để đạt được thời gian đã cài đặt, van từ Y1 tắt nguồn, van từ Y7 và Y9 tiếp tục hoạt động, xi lanh dầu chính thực hiện uốn, mức độ uốn được điều khiển bằng bộ mã hóa.
- Trục quay trở lại: khi đạt đến độ uốn, Y7 tắt nguồn. Van từ tính Y6, Y6, Y9 hoạt động, trục quay trở lại, các hoạt động động được điều khiển bằng cảm biến hoặc theo thời gian
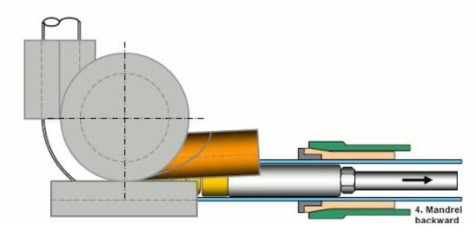
- Kẹp quay lại: khi trục quay trở lại vị trí, Y6 đóng nguồn Y3 và Y2. Van từ tính Y2, Y3, Y9 hoạt động, xi lanh ống kẹp và đỉnh của xi lanh làm cho kẹp quay lại, từ thời gian đã đặt, xi lanh rút phụ trở lại bằng điều khiển công tắc gần
- Uốn trở lại: Khi kẹp chính, kẹp chặt, bộ trợ lực trở lại vị trí, nhấn nút quay lại uốn, bàn đạp chân khởi động ở chế độ bán tự động, van từ Y8, Y9 kết nối điện, xi lanh uốn trở lại , được điều khiển bởi công tắc tiệm cận
- Trục quay về phía trước: khi uốn trở lại vị trí, van từ tính Y8 tắt nguồn, công suất Y5, công việc Y5, Y9, trụ trục làm việc được điều khiển theo thời gian.
- Chạy không tải: khi đạt đến thời gian chuyển tiếp trục gas, tất cả van từ sẽ tắt, chuyển sang trạng thái không tải.
- Ở trạng thái làm việc, van từ tính Y9 phải kết nối đến tất cả các hoạt động nếu không sẽ không có xi lanh nào có thể hoạt động.
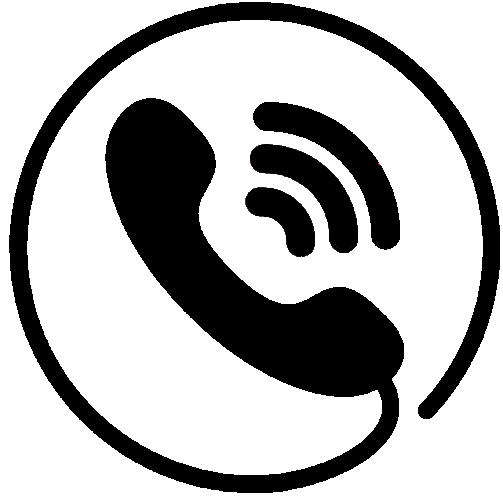
Phương pháp uốn ống thủy lực
Điều chỉnh
1、 Lắp đặt con lăn uốn
Nới lỏng đai ốc con lăn uốn theo hướng ngược chiều kim đồng hồ, thay đổi con lăn uốn và siết chặt nó
2 、 Cài đặt dụng cụ kẹp
Lấy chốt trên ghế dụng cụ ra, thay đổi khuôn kẹp phù hợp và lắp chốt, phương pháp điều chỉnh như bên dưới
A 、 Nới lỏng miếng vít kẹp, nhấn nút “kẹp” bằng tay đến cuối (có một khoảng cách giữa con lăn uốn và khuôn kẹp)
B 、 Điều chỉnh vít của ghế kẹp, làm cho con lăn uốn và kẹp khuôn kẹp hoàn toàn.
C 、 Nhấn nút “quay trở lại kẹp”, làm cho dụng cụ kẹp quay trở lại, sau đó điều chỉnh thanh vít điều chỉnh ghế kẹp thành 1 / 4-1 / 2 vòng tròn
D 、 Khóa chặt miếng đệm kẹp
3 、 Phương pháp điều chỉnh khối trượt tương tự như trên
4 、Xi lanh trục
A 、 Vặn trục gá trên thanh trục gá, điều chỉnh đến vị trí thích hợp và cố định trục gá và đai ốc
B 、 Nới lỏng chốt vít của bệ trụ trục trục
C 、 Di chuyển bệ trụ trục trục và làm cho thanh dẫn hướng tuyến tính với bán kính con lăn uốn
D 、 khóa vít ghế xi lanh trục gá
5 、 Thanh gạt
Lắp cần gạt để có thể đưa ống vào tâm rãnh uốn
6 、 Điều chỉnh độ uốn
Mức độ uốn được kiểm soát bởi bộ mã hóa, nhập mức độ uốn vào chương trình và kiểm tra. Vật liệu khác nhau có lò xo trở lại khác nhau, vì vậy cần sửa đổi mức độ uốn, nhập mức độ sửa đổi trực tiếp vào chương trình là ok.
7 、 Điều chỉnh lưu lượng
Nhấn bất kỳ nút nào của kẹp, trục quay trở về phía trước, trục quay trở lại bằng tay không nới lỏng, áp suất mà đồng hồ đo áp suất hiển thị là áp suất van tràn, xoay núm điều chỉnh đồng hồ báo tràn, điều chỉnh áp suất khoảng 10 Mpa tùy thuộc vào khả năng chống uốn của ống , không quá cao để tránh bộ phận thủy lực nhanh bị mòn.
Bảo trì
- Kiểm tra xem thùng dầu có đủ dầu thủy lực không và từng bộ phận hoạt động bình thường
- Kiểm tra điện áp và áp suất dầu có bình thường hay không
- Không sử dụng tay hoặc dụng cụ ẩm ướt để vận hành bảng điều khiển và công tắc để tránh làm hỏng bộ điều khiển
- Không để bàn làm việc với các dụng cụ nặng, đặt nhẹ các bộ phận và giữ cho bàn làm việc sạch sẽ.
- Làm sạch bề mặt của máy sau khi làm việc xong và làm sạch môi trường xung quanh off tắt điện, châm dầu từ điểm tra dầu
- Dừng máy ngay lập tức nếu có bất kỳ tình huống bất thường nào xảy ra. Và tìm kỹ sư kiểm tra, khởi động máy sau khi xác nhận tình trạng máy bình thường
- Thêm dầu căng vào trục đinh ốc và dụng cụ, có thể giảm lực ma sát, kéo dài tuổi thọ máy
- Siết chặt cảm biến và mỗi ngày để xác nhận tín hiệu bình thường.
- Ống và dụng cụ phải phù hợp, không sử dụng ống khác nhau để làm dụng cụ.
- Đường kính và độ dày của ống phải phù hợp với máy, không bẻ cong ống quá công suất của máy.
- Ống uốn phải có kích thước nhỏ hơn 189 x 14mm, không được uốn ống quá công suất của ống.
- Bảo dưỡng máy lần đầu sau một tháng làm việc.
- Bảo dưỡng máy lần 2 sau nửa năm làm việc.
Video trực quan của máy uốn ống


