 sales@mayvannang.com
sales@mayvannang.com


Hướng dẫn sử dụng máy tán đinh cần dài RMJT600
15:08 - 03/11/2021
Chiều sâu họng của model RM-JT600 là 600mm, máy có thể gia công chiều cao tối đa 700mm của hộp sóng PP.
Model cao hơn RM-JT900 có sẵn cho chiều cao tối đa 1200mm của hộp sóng PP.
Đây là một máy tán đinh cấp liệu tự động thực hiện tán đinh cấp liệu tự động bằng cách xoay bát nạp liệu và tự động tán đinh tán khi đạp bàn đạp chân. Không cần công nhân cung cấp đinh tán từng mảnh, máy này là một máy tán đinh tự động năng suất cao.
DÂY CHUYỀN SẢN XUẤT GHẾ GẤP HIỆN ĐẠI
DÂY CHUYỀN SẢN XUẤT CHI TIẾT DẠNG HỘP, THÙNG NHỰA DANPLA
DÂY CHUYỀN SẢN XUẤT GIÁ KỆ CÔNG NGHIỆP HIỆN ĐẠI
QUY TRÌNH SẢN XUẤT VÀ GIA CÔNG MŨ BẢO HIỂM
Hướng dẫn sử dụng máy tán đinh cần dài RMJT600 RMJT900

Từ các mẫu máy tán đinh tiêu chuẩn của chúng tôi cung cấp máy tán đinh tán, đến các sản phẩm sản xuất theo đơn đặt hàng của chúng tôi và các giải pháp lựa chọn, chúng tôi có khả năng cung cấp cho bạn một giải pháp hoàn chỉnh cho bất cứ nhu cầu nào về sản phẩm của bạn.
Cho dù cửa hàng của bạn có sản phẩm mới không sản xuất hoặc hàng triệu sản phẩm mỗi năm, cách tiếp cận theo giải pháp theo hướng sản phẩm của chúng tôi sẽ đảm bảo rằng bạn nhận được hệ thống chính xác cho nhu cầu của bạn.
Thông số kỹ thuật
Độ sâu Họng ( khoảng cách từ đầu tán tới thân máy) Chiều dài đinh tán Đường kính đinh tán | 600 mm 3-20 mm 3-8 mm |
Động cơ | 370W |
Khối lượng | 385 Kg |
Kích thước | 1100*600*1650 mm(L*W*H) |
Máy tán đinh cần dài RMJT600 được sử dụng để tán các tấm nhựa sóng để sản xuất hộp sóng. Loại máy tán đinh này chuyên sản xuất các loại hộp kim loại tấm pp, xe đẩy hành lý, túi golf, hộp nhôm, vv, cần máy tán đinh chiều sâu họng lớn.
Chiều sâu họng của model RM-JT600 là 600mm, máy có thể gia công chiều cao tối đa 700mm của hộp sóng PP.
Model máy tán đinh cần dài cao hơn RM-JT900 có sẵn cho chiều cao tối đa 1200mm của hộp sóng PP.
Đây là một máy tán đinh cần dài cấp liệu tự động thực hiện tán đinh cấp liệu tự động bằng cách xoay bát nạp liệu và tự động tán đinh tán khi đạp bàn đạp chân. Không cần công nhân cung cấp đinh tán từng mảnh, máy này là một máy tán đinh tự động năng suất cao.
Nội dung bài viết
- 1. Trước khi sử dụng máy tán đinh cần dài
- 2. Quy trình hoạt động của máy tán đinh cần dài
- 3. Hướng dẫn điều chỉnh máy tán đinh cần dài
- 3.1 Điều chỉnh tấm để chân hai hành trình
- 3.2 Điều chỉnh bàn đạp
- 3.3 Điều chỉnh độ chặt đinh tán
- 3.4 Điều chỉnh cối tán
- 3.5 Điều chỉnh chiều cao của kẹp miệng
- 3.6 Điều chỉnh tốc độ của kẹp mũ đinh tán
- 3.6.1 Điều chỉnh chiều cao chày dập
- 3.7 Điều chỉnh tán đinh liên tục
- 3.8 Điều chỉnh khuôn ( được gọi là khuôn kim dưới )
- 4. Bảo dưỡng tốt có thể giữ cho máy hoạt động tốt và tuổi thọ của phụ tùng thay thế
- 5. Các lỗi thường gặp và cách khắc phục của máy tán đinh cần dài
1. Trước khi sử dụng máy tán đinh cần dài
1.1 Khi sử dụng máy tán đinh cần dài, bạn nên chú ý một số mẹo sau
Cảnh báo
Trước khi kết nối nguồn điện, hãy xoay bánh đà bằng tay để tránh mọi hư hỏng của các bộ phận của máy.
Trước khi sử dụng, tĩnh mạch đầu tiên của phía trên và chết => Ở phần trên và dưới không có bất cứ đinh nào trong đó . Nếu cần, hãy tháo đinh tán. Để không bị chồng chéo lên nhau làm hỏng sản phẩm.
Khi bật nguồn, không điều chỉnh.
Duy trì khoảng cách an toàn của khu vực tán đinh trong khi giữ hoạt động vật liệu để tránh bất kỳ thương tích nào.
Khi có nhiễu hoặc trục trặc, vui lòng nhấn nhanh vào công tắc màu đỏ “tắt”, dừng máy chạy.
Không chạm vào các bộ phận của ổ đĩa khi máy đang chạy.
Không chạm vào bát phễu khi nó đang quay.
Điện áp của máy phải giống với động cơ. Điện áp khác nhau có thể gây ra tia lửa và làm hỏng máy.
1.2 Khi làm đầy vật liệu, bạn nên chú ý đến những lời khuyên sau đây
Thông báo
Khi làm đầy vật liệu, đinh tán phải có cùng thông số kỹ thuật với đinh tán đóng bằng máy.
Khi làm đầy vật liệu, không sử dụng loại đinh tán khác hoặc đinh tán loại bỏ để tránh bị tắc.
Không đổ đầy máy, chỉ đổ đầy 2/3, đổ đầy sẽ làm giảm tốc độ chạy của máy.
Vui lòng đảm bảo có đủ đinh trong các rãnh dòng chảy, => Rãnh dẫn hướng khi không đủ, vui lòng đổ đinh qua bát phễu..
1.3 Các mẹo thông báo khác
Thông báo
Máy không bị rung khi chạy, máy phải được lắp trên thảm và được cố định.
Khi cho vật liệu vào khuôn phải giữ bằng phẳng và không bị nghiêng. Nếu nó bị nghiêng, vật liệu rất dễ bị phá hủy.
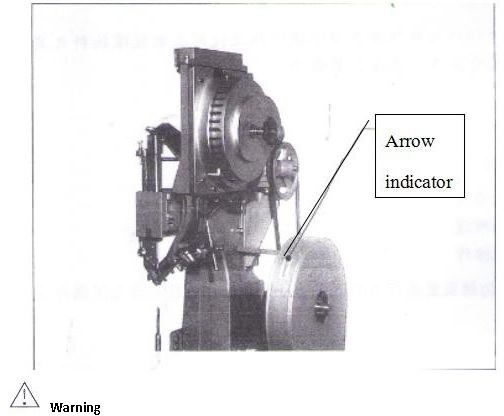
Khi đường dây điện cắm vào ổ cắm, động cơ lái theo hướng ngược lại theo hướng mũi tên. Điều này có nghĩa là việc điều khiển động cơ không bình thường. Bạn phải điều chỉnh hai đường dây điện trong ba đường dây điện (đỏ, đen, xanh lam), bạn có thể thay đổi hướng của động cơ lái.
Không dùng tay ướt để cắm hoặc rút phích cắm để tránh bị điện giật.
Rút phích cắm cẩn thận, không làm hỏng phích cắm, tránh đánh lửa hoặc điện giật.
Rút phích cắm trước tiên khi bạn di chuyển máy, không làm hỏng phích cắm, tránh đánh lửa hoặc điện giật.
2. Quy trình hoạt động của máy tán đinh cần dài
2.1 Chuẩn bị trước khi vận hành
Các đinh tán được đổ đầy vào bát phễu (2) qua phễu
Dùng tay xoay bát phễu, để các đinh tán chảy toàn bộ kênh
Kiểm tra kết nối của các bộ phận máy có lỏng lẻo hay không.
Thêm dầu bôi trơn cho nắp dầu hoặc nơi cần bôi trơn
Làm sạch khuôn đột và khuôn
Cắm phích cắm điện vào ổ cắm
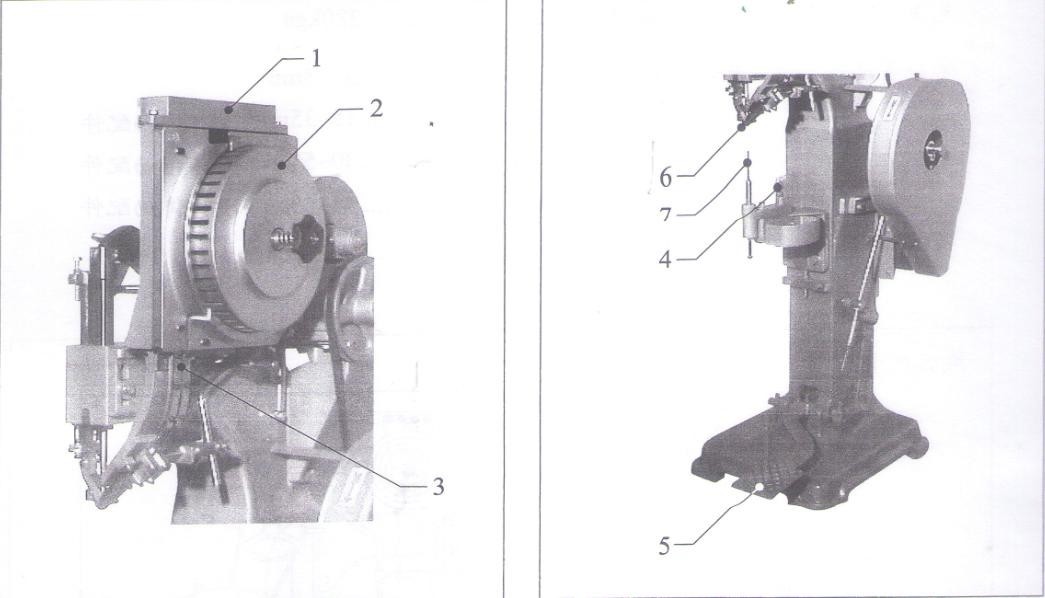
<6-1> Điền và truyền vật liệu <6-2> Quy trình hoạt động
2.2 Vận hành máy tán đinh cần dài
(4) Switch
Nhấn nút màu xanh lá cây “bật”, để khởi động máy
(5) Bàn đạp chân
Bước trên bàn đạp chân, tạo đinh tán vào miệng kẹp, sau đó chọn vật liệu vào khuôn và vị trí tán đinh.
Đạp lại bàn đạp chân để tán đinh, tháo thành phẩm, nhấn nút màu đỏ “tắt”, kết thúc hoạt động.
3. Hướng dẫn điều chỉnh máy tán đinh cần dài
3.1 Điều chỉnh tấm để chân hai hành trình
Nguyên nhân
Khi chày dập đi xuống, hành động trên cùng của chày dập trước khi chạm vào vật liệu
Khi chày dập đi xuống và chạm vào vật liệu, thì chày dập không thể đi lên.
Thông báo
Phải tắt nguồn khi điều chỉnh để tránh bất kỳ thương tích nào.
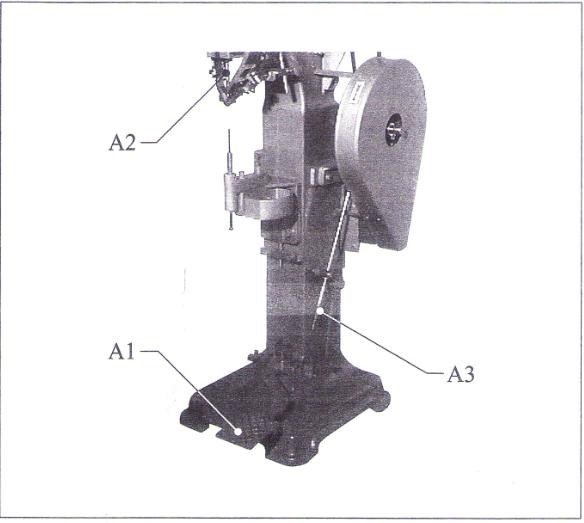
3.2 Điều chỉnh bàn đạp
Dừng trên bàn đạp chân <A1>
<A2> Chày đi xuống và chạm chặt vào vật liệu, sau đó không thể tiếp tục, vui lòng nâng đai ốc
<A2> Chày dập xuống và bắt đầu thao tác trước khi chạm vào vật liệu, vui lòng hạ đai ốc
3.3 Điều chỉnh độ chặt đinh tán
Nguyên nhân
Vật liệu được buộc quá lỏng hoặc quá chặt sau quá trình tán đinh
Chiều dài tán đinh của đinh tán và độ dày của vật liệu không phù hợp
Sự thay đổi độ dày khác nhau của vật liệu
Thông báo
Phải tắt nguồn khi điều chỉnh để tránh bất kỳ thương tích nào.
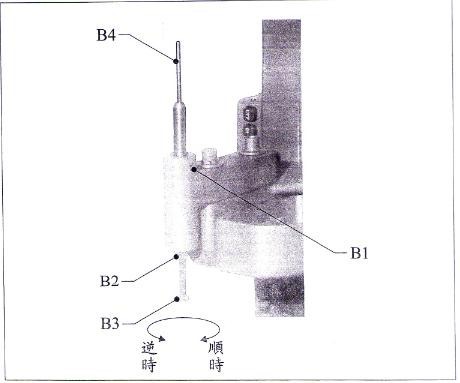
3.4 Điều chỉnh cối tán
Lỏng vít B1 và đai ốc B2
Quá chặt, điều chỉnh vít B3 theo chiều kim đồng hồ, khuôn B4 di chuyển xuống dưới, khoảng cách giữa khuôn đột và khuôn sẽ dài hơn, đinh tán sẽ trở nên lỏng lẻo
Quá lỏng, điều chỉnh vít B3 theo hướng ngược chiều kim đồng hồ, khuôn B4 di chuyển lên trên, khoảng cách giữa đột và khuôn sẽ ngắn hơn, đinh tán sẽ trở nên chặt chẽ.
Thông báo
Kiểm tra thêm đinh tán cho đến khi đinh tán đúng, khi nó đã sẵn sàng, vui lòng khóa vít B1 và đai ốc B2.
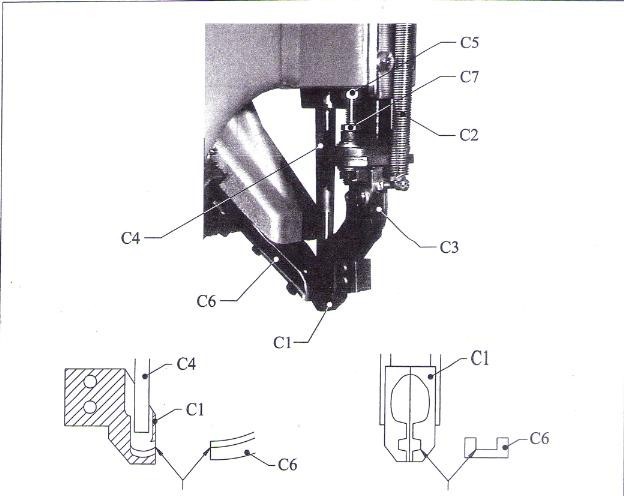
3.5 Điều chỉnh chiều cao của kẹp miệng
Nguyên nhân
Các đinh tán không thể vào kẹp miệng C1..
Thông báo
Lò xo C2 phải ở điều kiện làm việc bình thường thì ta mới điều chỉnh được giá đỡ của miệng kẹp.
3.5.1 Điều chỉnh khuôn chày
Dừng chày dập ở vị trí cao nhất
Nắp vặn C5 lỏng lẻo
Lối vào của kẹp miệng C1 cao hơn lối vào của dòng chảy C6, Điều chỉnh vít C7 theo chiều kim đồng hồ và làm cho lối vào của kẹp miệng C1 nhắm vào lối vào của dòng chảy C6.
Lối vào của kẹp miệng C1 hạ thấp lối vào của dòng chảy C6, Điều chỉnh vít C7 theo hướng ngược chiều kim đồng hồ và làm cho lối vào của kẹp miệng C1 nhắm vào lối vào của dòng chảy C6.
Khóa nắp vặn khi kẹp miệng và nắp trượt đúng
3.6 Điều chỉnh tốc độ của kẹp mũ đinh tán
Nguyên nhân
Đinh tán nhảy ra sớm từ kẹp miệng D1
D1 tháng có thể khôi phục sau khi tán thành
Thông báo
Lò xo D2 phải ở điều kiện làm việc bình thường thì D3 điều chỉnh giá đỡ của miệng kẹp.
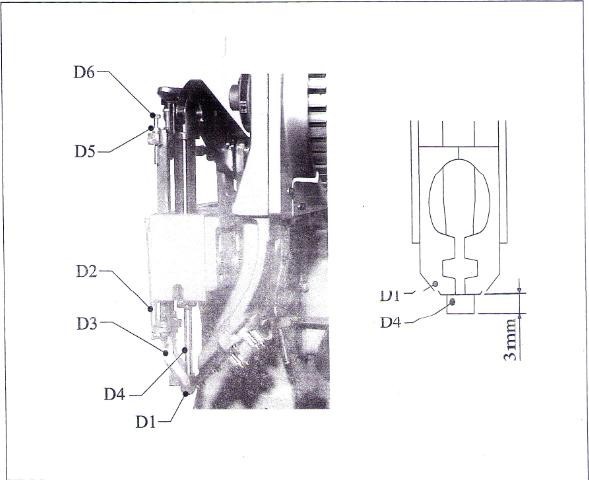
3.6.1 Điều chỉnh chiều cao chày dập
Dừng chày dập ở vị trí Thấp nhất.
Nắp vặn D5 lỏng lẻo.
Vít D6 quá cao, miệng kẹp D6 sẽ mở sớm, đinh tán sẽ nhảy ra ngoài sớm.
Vít D6 quá thấp, miệng kẹp D1 sẽ mở chậm và quá đóng vật liệu và không thể khôi phục sau khi tán, thậm chí làm hỏng miệng kẹp.
Điều chỉnh vít D6 trên khoảng cách 3mm của kẹp miệng D1 khi D4 đục lỗ ở vị trí thấp nhất.
Khóa nắp vặn D5.
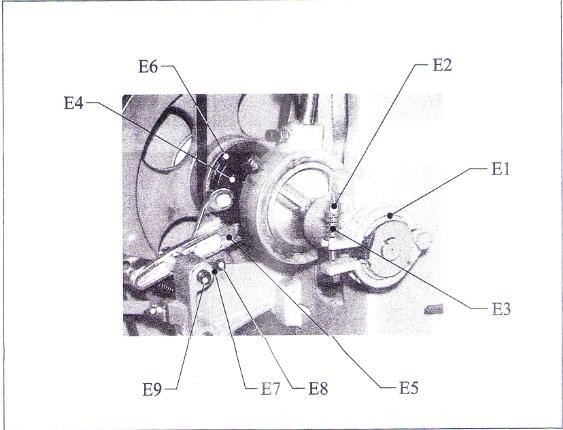
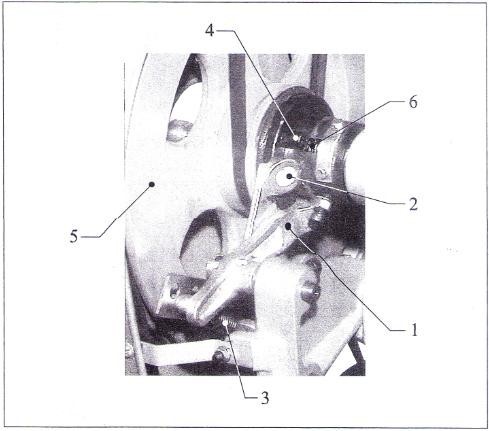
3.7 Điều chỉnh tán đinh liên tục
Nguyên nhân
Ly hợp không thể dừng
Mài mòn chốt ly hợp
Tấm ly hợp bị phá vỡ
Điều chỉnh
Khi ly hợp hoạt động, nắp phanh đi lên và bị lỏng. Bạn nên khóa dần nắp vặn chống lỏng lẻo và tăng áp lực lò xo cho đến khi có ma sát thì phải thay thế.
E4 Chốt ly hợp khi bị mài mòn
E5 Tấm ly hợp không đóng khớp ly hợp E6, lỏng nắp vít E7 và vít E8, sau đó di chuyển tâm trục cố định E9, làm cho E5 Ly hợp đóng khớp E6 Ly hợp, cuối cùng khóa vít E8 và nắp vít E7.
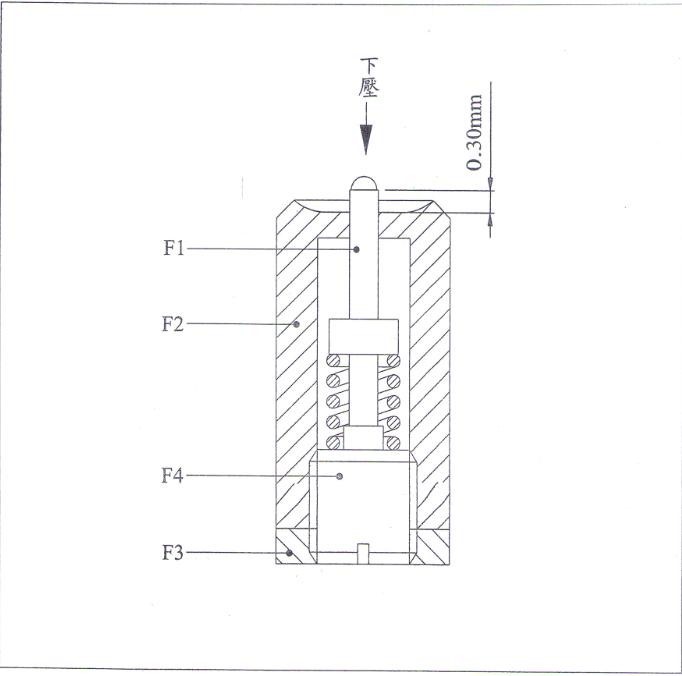
3.8 Điều chỉnh khuôn ( được gọi là khuôn kim dưới )
Nguyên nhân
Nhấn khuôn kim dưới F1 vào nắp kim F2 và không thể dễ dàng nâng lên..
Nhấn khuôn kim dưới F1 vào nắp kim F2 và khoảng cách quá dài giữa khuôn kim dưới F1 và nắp kim F2.
Điều chỉnh
Nắp vặn F3 lỏng lẻo
Kim chết F1 không thể điều chỉnh quá cao tránh mọi thiệt hại khi đinh cuộn lên
Không thể điều chỉnh kim chết F1 quá thấp để tránh mọi sự cố khi ấn kim chết.
Thực hiện điều chỉnh 0,3mm giữa mặt dưới của kim khuôn và bề mặt lồi của nắp khuôn khi ép kim khuôn xuống vị trí thấp nhất, quá cao điều chỉnh vít F4 ngược chiều kim đồng hồ, quá thấp điều chỉnh vít F4 theo chiều kim đồng hồ.
4. Bảo dưỡng tốt có thể giữ cho máy hoạt động tốt và tuổi thọ của phụ tùng thay thế
Bảo dưỡng máy tán đinh cần dài
4.1 Thông báo bảo trì
Vị trí đinh tán của đột và khuôn phải luôn sạch sẽ, không được có dầu bôi trơn.
Làm sạch dòng chảy mỗi ngày và không để dầu bôi trơn
Vệ sinh máy sau khi vận hành máy
Bên trong bát phễu không thể làm sạch bằng dầu hoặc nước, nên được lau bằng vải khô
4.2 Danh sách bảo trì và kiểm tra
Khoảng thời gian bảo trì | Kiểm tra tiêu điểm / hướng dẫn của sự bảo trì | Vật liệu |
Trước khi bắt đầu mỗi ngày
| Kiểm tra tất cả các lò xo của mỗi các bộ phận |
|
Mỗi 8 giờ | Bôi trơn trục tâm của chày dập Bôi trơn trục dẫn động Bôi trơn trục cố định của đĩa ly hợp | Dầu ô tô |
Mỗi 48 giờ | Bôi trơn bánh xe lệch tâm Bôi trơn trục dẫn động | Mỡ máy |
Khởi động lại sau khi dừng trong thời gian dài
| Bôi trơn nơi tiếp xúc của thanh điều khiển Bôi trơn nơi tiếp xúc của cực tiếp liệu | Mỡ máy |
| Bôi trơn miệng kẹp trượt Bôi trơn trục đột | Dầu ô tô |
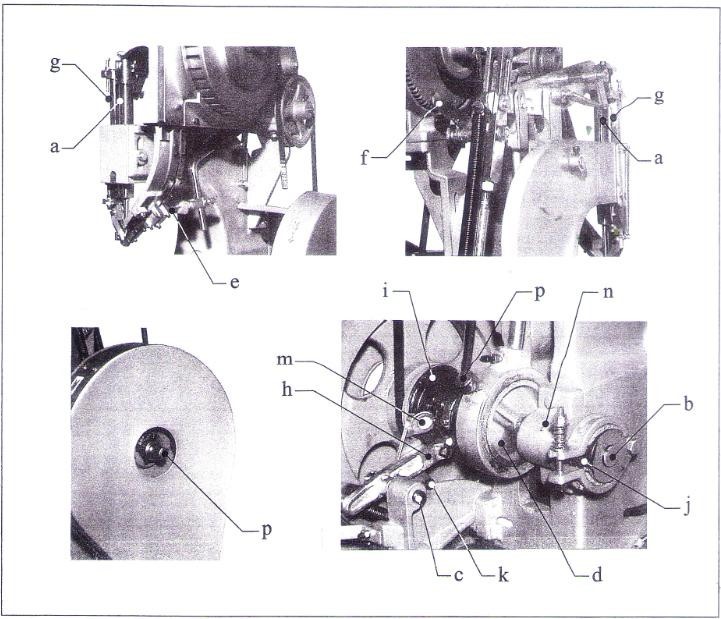
Bộ ly hợp và phanh gây ra tiếng ồn khi vận hành, hãy dừng máy để kiểm tra và bảo dưỡng thêm.
Nguyên nhân
- Đĩa ly hợp [H] không đóng khớp ly hợp để tạo ra tiếng ồn bất thường
- Không Dầu bôi trơn giữa phanh và ổ chuyển động có thể tạo ra tiếng ồn bất thường.
Kiểm tra:
- Nới lỏng vít K, điều chỉnh trục cố định C và làm cho đĩa ly hợp và khớp ly hợp đóng
Bôi trơn
- Bôi trơn nơi tiếp xúc của móc ly hợp và ly hợp bằng mỡ máy
- Bôi trơn phanh J và ghế bạc đạn N bằng dầu ô tô
- Bôi trơn cốc đựng mỡ bằng mỡ máy
5. Các lỗi thường gặp và cách khắc phục của máy tán đinh cần dài
Các vấn đề | Nguyên nhân | Dung dịch |
Không thể khởi động máy | Nút "on" liên hệ xấu hoặc hỏng | Kết nối lại dây hoặc thay thế cái nút |
Đột ngột dừng hoạt động | Động cơ quá nóng và hư hỏng | Thay thế động cơ, (động cơ nên dừng một giờ sau mỗi 4 giờ làm việc, giữ tuổi thọ cho động cơ) Thay thế lò xo và điều chỉnh đĩa ly hợp |
Máy không thể chuyển động gián đoạn | Lò xo trong đĩa ly hợp và móc ly hợp không thể hoạt động, ly hợp gãy Chốt ly hợp hư hỏng có thể không làm công việc | Thay thế chốt ly hợp Tắt nguồn và đảo chiều bay bánh xe, và khuôn sẽ tăng lên |
Chày dập không thể tăng sau khi tán thành | Khóa đục lỗ vật liệu có thể đừng di chuyển | Tắt nguồn và đảo chiều bay bánh xe, và khuôn sẽ tăng lên |
Trục chính không thể di chuyển | Ly hợp không thể hoạt động | Điều chỉnh lò xo ly hợp hoặc thay thế |
5.1 Sự cố chụp Phễu rung và tắc dẫn hướng
Sự cố chụp phễu rung
- Phễu bát G1 không quay, chỉ xoay trục xoay G2, nghĩa là tay cầm G3 bị lỏng. vui lòng khóa tay cầm cho đến khi phễu bát quay.
- Có đinh tán bị gãy bên trong phễu bát G1 hoặc quá nhiều vật liệu, làm tắc kênh dòng chảy. đập phễu bát xuống và loại bỏ chúng.
- Trước khi dập xuống, đặt hộp dưới phễu bát G1, tay cầm G3 lỏng. Tháo lò xo G5 và nắp cố định, đẩy phễu bát G1 ra, sau đó loại bỏ các đinh tán bị hỏng.
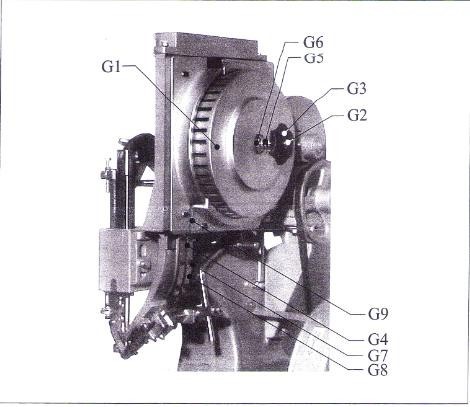
Sự cố khi chụp kênh rãnh
- Đinh tán không thể di chuyển trong kênh dòng chảy, vít G7 lỏng lẻo và tấm dòng chảy G8, sau đó đinh tán có thể di chuyển. Tấm dòng chảy G8 phải nhắm vào vòng phễu G9, sau đó bạn có thể khóa vít G7 khi lắp ráp lại
- Kênh lưu lượng G4 phải luôn sạch sẽ, không sử dụng kéo và tua vít để làm sạch kênh lưu lượng, sử dụng bàn chải đồng mềm hoặc dải đồng nhỏ.
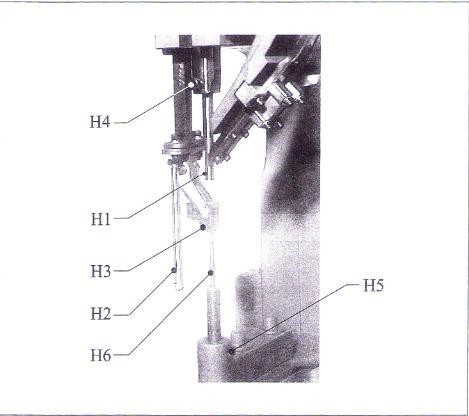
5.2 Thay thế phễu bát đột lỗ và khuôn dập
Nguyên nhân
- Chày dập và thiệt hại
Thông báo
- Tắt nguồn trước khi thay thế
Thay thế
- Chày dập H1 phải lên vị trí cao nhất, dừng lại ở vị trí ban đầu..
- Lò xo H2 lỏng, miệng H3 vỗ xuống vị trí thấp nhất
- Tháo vít H4, tháo đục lỗ H1 bị hỏng, khóa vít H4 sau khi thay thế
- Lỏng vít H5, tháo chết H6 bị hỏng, khóa vít H5 sau khi thay thế
- Kéo chặt lò xo H2 về vị trí ban đầu.
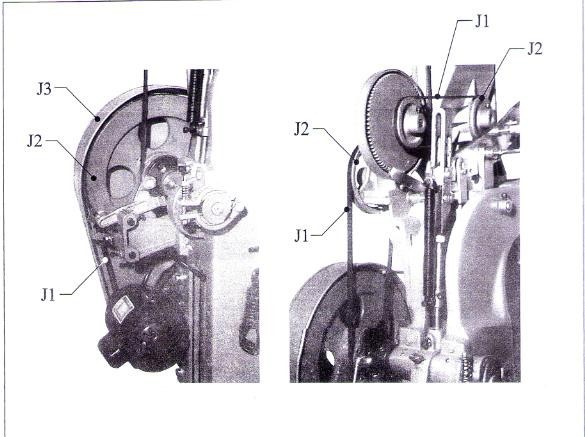
5.3 Thay thế đai chữ V
Nguyên nhân
- Bánh xe bay J2 không thể truyền động bằng đai V
- Đai V bị hỏng
Thông báo
- Po Tắt nguồn máy trước khi thay thế
Thay thế
- Mở nắp J3, Kéo đai V J1, sau đó xoay bánh xe bay
- Hoàn tác J1 V-đai
- Lắp ráp đai V J1 mới
Thông báo
- Sử dụng cùng một dây đai chữ V J1 (cùng kiểu máy, nhãn hiệu, thông số kỹ thuật)
- Đai J1V phải đúng chỗ
- J3 Nắp phải khóa chặt
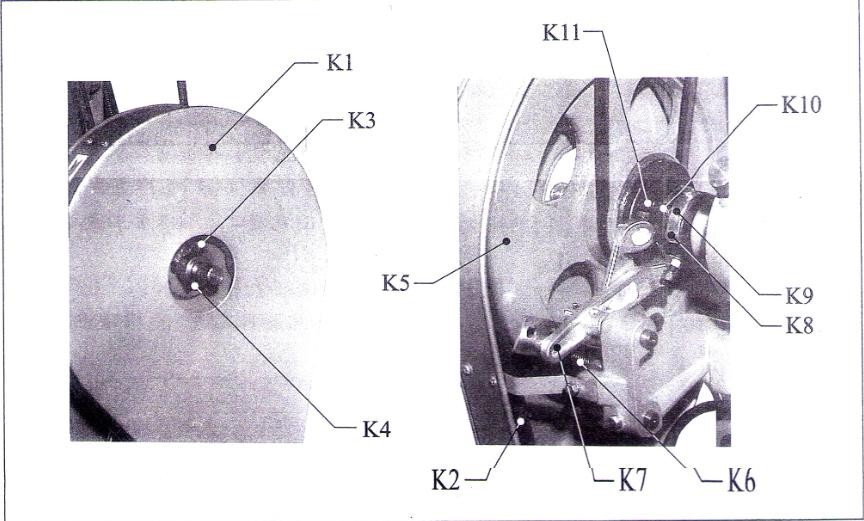
5.4 Thay chốt Ly hợp
Mở lắp K1
Cởi đai K2 V
Nới lỏng hai vít K3, tháo nắp cố định K4
Đẩy bánh xe bay K5 ra
Lò xo K6 lỏng, đĩa ly hợp K7 lỏng
Lò xo K6 lỏng, đĩa ly hợp K7 lỏng
Tháo chốt ly hợp K11, thay thế nó
Các bài hướng dẫn sử dụng các dòng máy khác vui lòng tham khảo tại link: https://mayvannang.com/huong-dn-ky-thuat
Các dòng máy tán đinh khác vui lòng tham khảo tại link : https://mayvannang.com/cac-dong-may-khac/may-tan-dinh-rive-thuy-luc


