 sales@mayvannang.com
sales@mayvannang.com

5 lưu ý kỹ thuật & an toàn khi vát mép thép tấm dày – giúp tăng độ bền mối hàn & giảm lỗi sản xuất
Trong gia công kết cấu thép, đặc biệt ở các ngành đòi hỏi tiêu chuẩn cao như bồn bể công nghiệp, bình chịu áp lực, chế tạo lò hơi, kết cấu nhà xưởng, đóng tàu, công đoạn vát mép thép tấm dày trước khi hàn đóng vai trò cực kỳ quan trọng. Mép vát đúng kỹ thuật không chỉ giúp mối hàn ngấu sâu, đẹp và chắc mà còn giảm tối đa rủi ro nứt, rỗ khí, lẫn xỉ trong mối hàn.
Tuy nhiên, không phải xưởng nào cũng vận hành đúng quy trình. Nhiều lỗi xuất phát từ việc sử dụng máy không phù hợp, kỹ thuật chưa đúng hoặc bỏ qua các bước an toàn cơ bản. Bài viết này tổng hợp 5 lưu ý quan trọng nhất khi vát mép thép tấm dày, giúp xưởng của bạn tối ưu chất lượng và giảm chi phí sửa chữa.
1. Kiểm tra tình trạng tấm thép trước khi vát – bước nhỏ nhưng cực kỳ quan trọng
Đừng bao giờ đặt tấm lên bàn rồi vát ngay! Với thép tấm dày, nếu mép có xỉ hàn cũ, gỉ sét lớn hoặc vết nứt, dao sẽ rất dễ:
- Mẻ lưỡi ngay lập tức.
- Ăn không đều, tạo vết gợn trên mép vát.
- Kẹt dao hoặc gây rung mạnh cho máy.
Trước khi vát cần kiểm tra:
- Độ dày tấm (để chọn chiều sâu ăn dao phù hợp).
- Tình trạng bề mặt mép: có gỉ, xỉ, ba via lớn không?
- Độ cong vênh: mép bị cong sẽ làm máy bị lệch hành trình.
- Loại thép: thép cứng (Hardox, Q345…) cần lực vát lớn hơn.
Tip: Nếu mép tấm quá xấu, nên mài sơ một lần trước khi đưa vào máy vát.
2. Chọn đúng loại máy theo độ dày & kiểu mép hàn
Hai dòng máy phổ biến khi xử lý thép tấm dày:
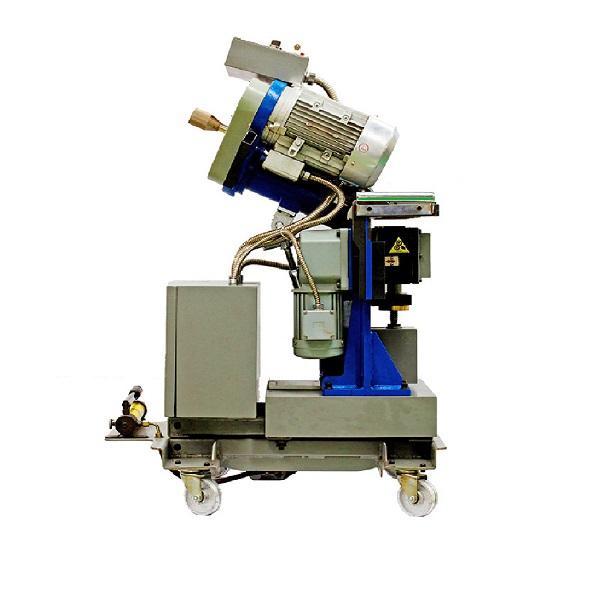
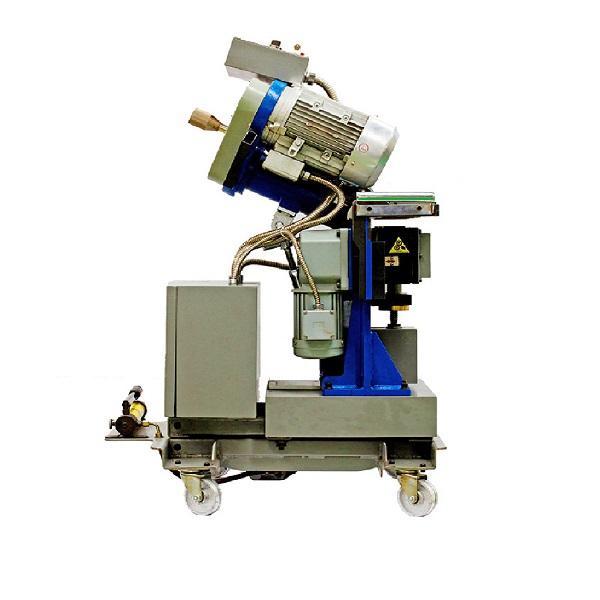
- GMMA-80A – vát 1 mặt, phù hợp cho mối hàn V, Y.
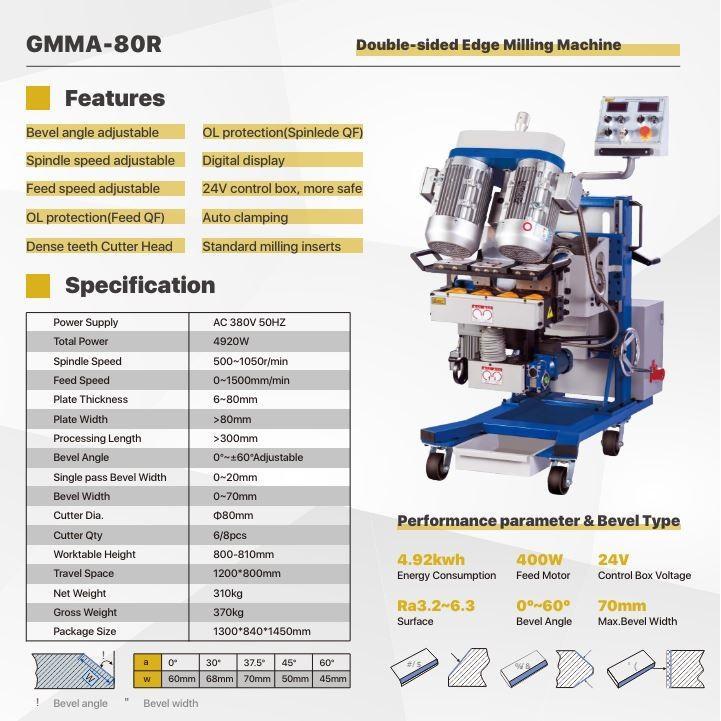
- GMMA-80R – vát 2 mặt trong 1 lần chạy, phù hợp cho mối hàn X, K.
2.1. Khi nào dùng máy vát một mặt?
Nếu công việc của bạn chủ yếu là:
- Mối hàn dạng V (đơn giản, phổ biến nhất).
- Mối hàn Y (một bên vát, một bên thẳng).
- Thép tấm dày nhưng yêu cầu mép không quá phức tạp.
2.2. Khi nào cần máy vát hai mặt?
Nếu bạn sản xuất:
- Bồn bể chịu áp lực.
- Các kết cấu chịu tải lớn, dầm hộp.
- Kết cấu yêu cầu mối hàn dạng X hoặc K.
Máy vát 2 mặt giúp tiết kiệm đến 50% thời gian và cho mép đối xứng đẹp tuyệt đối.
3. Cố định tấm thép thật chắc trước khi vát
Đây là bước nhiều người bỏ qua nhưng lại đứng top 3 nguyên nhân gây lỗi mép vát.
Nếu tấm không cố định chắc, bạn sẽ gặp:
- Mép bị lượn sóng do rung.
- Dao ăn không đều, tạo bề mặt gợn.
- Nguy cơ tấm lật hoặc trượt – cực kỳ nguy hiểm.
Hãy luôn dùng:
- Kê con lăn hoặc bàn đỡ ngang với máy.
- Kẹp chặt 2 bên tấm khi cần.
- Không để tấm đung đưa hoặc hở chân khi máy chạy.
4. Chọn tốc độ vát & chiều sâu ăn dao phù hợp
Một lỗi phổ biến: muốn nhanh → ăn dao quá sâu một lần. Kết quả:
- Dao bị quá tải → mẻ lưỡi.
- Máy rung mạnh → mép vát xấu.
- Động cơ nóng nhanh → giảm tuổi thọ.
Quy tắc vàng khi vát thép tấm dày:
- Vát nhiều lần, mỗi lần ăn một lượng vừa phải.
- Đi từ mỏng → dày, từ nông → sâu.
- Đi lượt cuối với tốc độ chậm để hoàn thiện bề mặt.
Với máy GMMA-80A và GMMA-80R, tốc độ vát ổn định giúp mép bền và giảm hao insert đáng kể.
5. Tuân thủ đầy đủ quy tắc an toàn khi vận hành máy vát thép dày
Khi vát mép, đặc biệt trên thép dày, phoi thép bắn ra rất nóng và sắc. Người vận hành cần trang bị:
- Kính bảo hộ hoặc mặt nạ chống bụi kim loại.
- Găng tay chống cắt cấp độ cao.
- Giày bảo hộ mũi thép.
- Khẩu trang tránh bụi thép mịn.
- Bịt tai khi dùng liên tục.
Ngoài ra cần đảm bảo:
- Không đứng ở hướng phoi bắn.
- Không đưa tay vào đầu dao khi máy chưa dừng hẳn.
- Bật/tắt máy đúng trình tự, tránh khởi động dưới tải.
- Luôn ngắt điện trước khi thay dao hoặc bảo trì.
Kết luận
Vát mép thép tấm dày đòi hỏi máy móc phù hợp, thao tác chính xác và tuân thủ an toàn. Khi áp dụng đúng 5 lưu ý trên, xưởng của bạn sẽ:
- Tạo mép vát đẹp, đúng góc theo tiêu chuẩn.
- Tối ưu mối hàn – ngấu sâu, hạn chế nứt & rỗ.
- Giảm chi phí dao cụ & bảo trì máy.
- Tăng an toàn lao động cho thợ vận hành.
Với các xưởng thường xuyên gia công thép tấm dày, việc lựa chọn đúng thiết bị như máy vát 1 mặt GMMA-80A hoặc máy vát 2 mặt GMMA-80R sẽ là bước quan trọng trong việc nâng cao chất lượng và mở rộng năng lực sản xuất.


