 sales@mayvannang.com
sales@mayvannang.com


Hướng dẫn sử dụng máy tiện denver
16:15 - 10/07/2021
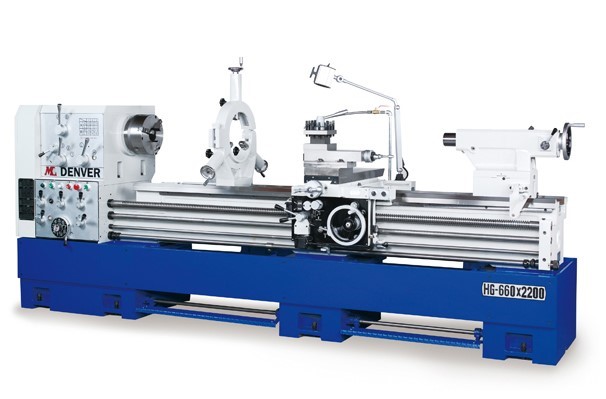
Công ty TNHH Xây Lắp Điện Cường thịnh cung cấp hướng dẫn sử dụng chi tiết và đầy đủ nhất của máy tiện Denver Model : HG-Series
Liên hệ : Mr.Hiếu 083.913.9466 để nhân các thông tin chi tiết về máy tiện cũng như hướng dẫn sử dụng của các loại máy tiện chi tiết nhất.
DÂY CHUYỀN SẢN XUẤT GHẾ GẤP HIỆN ĐẠI
DÂY CHUYỀN SẢN XUẤT CHI TIẾT DẠNG HỘP, THÙNG NHỰA DANPLA
DÂY CHUYỀN SẢN XUẤT GIÁ KỆ CÔNG NGHIỆP HIỆN ĐẠI
QUY TRÌNH SẢN XUẤT VÀ GIA CÔNG MŨ BẢO HIỂM
Hướng dẫn sử dụng máy tiện vạn năng denver
Nội dung bài viết
1.Thông số kỹ thuật
1.Đặc điểm kỹ thuật
MODEL | HG- | 660 / 760 / 800 / 840 |
| X | 1200 / 1700 / 2200 / 3200 / 4200 /5000 |
KHẢ NĂNG TIỆN | TIỆN QUA BĂNG MÁY | 660 / 760 / 800 / 840 |
TIỆN QUA BÀN XE DAO | 400 / 500 / 540 / 580 | |
KHOẢNG CÁCH CHÔNG TÂM | 1200 / 1700 / 2200 / 3200 / 4200 / 5000 | |
BĂNG MÁY | TIỆN QUA HẦU | 930 / 1030 / 1070 / 1110 |
CHIỀU RỘNG BĂNG MÁY | 420 | |
CHIỀU RỘNG HẦU | 305 (MẶT ĐẦU TRỤC CHÍNH) | |
CHIỀU DÀI BĂNG MÁY | 2600 / 3100 / 3600 / 4600 / 5600 / 6400 | |
Ụ ĐẦU | ĐƯỜNG KÍNH LỖ TRỤC CHÍNH | 80 (Optional : 105 ) |
SỐ CẤP TỐC ĐỘ | 12 steps | |
PHẠM VI TỐC ĐỘ | 23-1300 r.p.m. | |
MŨI TRỤC CHÍNH | A1-8 (lựa chọn A2-8 cho lỗ trục chính105 mm ) (lựa chọn: D1-8)(lựa chọn A2-11 cho lỗ trục chính105 mm | |
BÀN XE DAO
| CHIỀU RỘNG BÀN XE DAO | 670 |
HÀNH TRÌNH CHẠY NGANG | 400 | |
HÀNH TRÌNH BÀN DAO PHƯC HỢP | HG-660 : 150 HG-760,800,840 : 240 | |
ĐƯỜNG KÍNH CÁT TỐI ĐA | 25 X 25 | |
Ụ ĐỘNG | ĐƯỜNG KÍNH NÒNG Ụ ĐỘNG | 80 |
HÀNH TRÌNH NÒNG Ụ ĐỘNG | 200 | |
CÔN NÒNG Ụ ĐỘNG | MT5 | |
TIỆN REN | ĐƯỜNG KÍNH VÀ SỐ BƯỚC VÍT ME BI | Dia.45 mm. Pitch 12 mm / Dia. 1”x 2 T.P.I. |
CÁC BƯỚC REN HỆ MÉT | 0.8-14 mm ( 65 Nos ) | |
CÁC BƯỚC REN HỆ INCH | 2-28 T.P.I ( 36 Nos ) | |
BƯỚC REN HỆ DP | 4-56 D.P. ( 36 Nos ) | |
BƯỚC REN HỆ MÔ ĐUN | 0.5-7 M.P. ( 22Nos ) | |
BƯỚC TIẾN | ĐƯỜNG KÍNH | 32 |
BƯỚC TIẾN BÀN DAO DỌC | 0.05 ~ 0.7 mm/rev | |
BƯỚC TIẾN BÀN DAO NGANG | 0.025 ~ 0.35 mm/rev | |
ĐỘNG CƠ | ĐỘNG CƠ TRỤC CHÍNH | 10 HP |
ĐỘNG CƠ BƠM LÀM MÁT | 1/8 HP | |
ĐỘNG CƠ TIẾN NHANH | 1/4 HP |
2.Đặc điểm
ĐẶC ĐIỂM CHÍNH:
Máy được cấu tạo phù hợp với tiện công suất cao, vận hành dễ dàng, tính bền cao, khả năng tải nặng và ổn định, phù hợp với tiện công suất cao các loại khuôn, bắng răng, trục,..
- BỆ MÁY:
Được thiết kế với cấu trúc thân cứng gia công công suất cao để thực hiện các phôi nặng và cải thiện được tính ổn định trong vận hành.
- HỘP BÀNH RĂNG
- Đẩy đủ hệ met/ inch, không cần đổi bánh răng và dễ vận hành.
- Hai ren trên mỗi inch có sẵn (1” X 2 P.I ) giúp cho phạm vi gia công lớn hơn so với dòng máy tiện tương tự và thuận tiện sử dụng hơn.
- TẤM CHẮN
Cung cấp dầu với thiết bị an toàn được sử dụng để tránh va chạm trong quá trình vận hành.
- TRỤC CHÍNH
12 cấp tốc độ, trục chính được đỡ bằng 3 điểm với vòng bi FAG. Bánh rưng và trục chính làm bằng carbon hợp kim qua xử lý chất lượng cao, đường kính lỗ trục chính là 80mm hoặc 105mm, mài chính xác tốt hơn với độ cứng và đô bền cao.
- BÀN TRƯỢT VÀ BÀN XE DAO
Phần này đã được xử lý siêu tần với tuổi thọ lâu hơn.
- VÍT DẪN TIẾN NGANG:
Bộ đỡ 2 điểm phù hợp với gia công tiện nặng.
- BÀN DAO PHỨC HỢP:
Bốn điểm vặn chặt tăng cường độ ổn định cơ hoc.
- Ụ ĐỘNG:
Ụ động cố định 2 giai đoạn cho độ ổn định khi khoan và tiện nặng. Thiết bị tiến dao 2 giai đoạn dễ sử dụng.
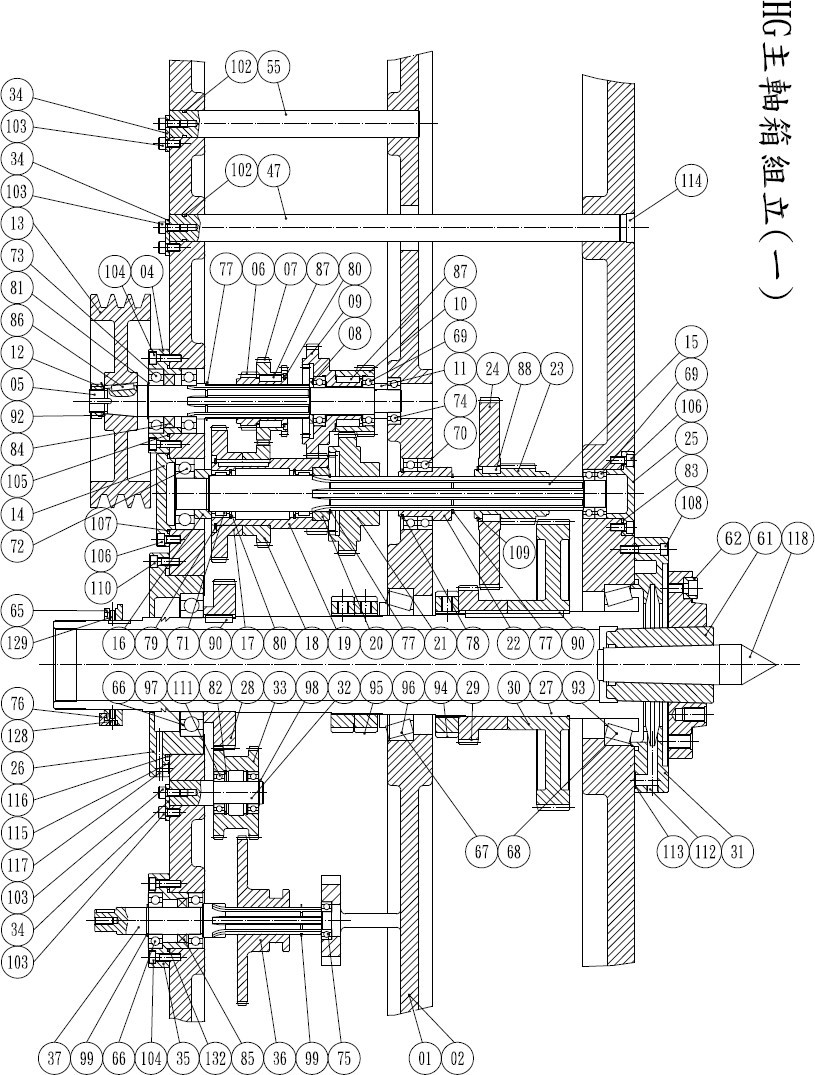
2.Sơ đồ cấu tạo chung
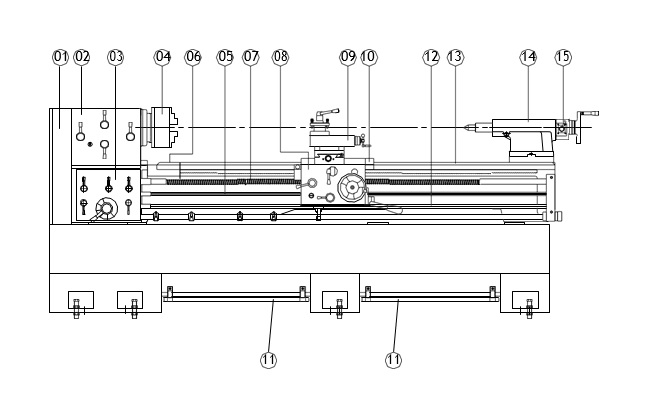
- PHẦN BÁNH RĂNG
- Ụ ĐẦU
- HỘP SỐ
- MÂM CẶP
- CẦN TIẾN DAO
- KHỐI CHẶN KHOẢNG HỞ
- VÍT ME
- TẤM CHẮN MÁY TIỆN
- PHẦN TRƯỢT TRÊN
- BÀN DAO VÀ PHẦN TRƯỢT NGANG
- BREAK PLATE
- CẦN CÔNG TẮC KHỞI ĐỘNG
- BĂNG MÁY
- Ụ ĐỘNG
- HỘP BÁNH RĂNG CHUYỂN TỐC
3.Vận hành máy
1.Đấu điện và đi dây nguồn
- ĐI DÂY NGUỒN:
- Power connector at lower left part of the lathe. Phần nối với nguồn điện nằm ở bên trái phía dưới của máy tiện.
- Công tắc nguồn +cầu chì phải được lắp trên máy và nguồnn điện và phải nối đất.
- Sau khi kết nối dây, mở máy bằng nút nguồn điện để thay đổi trục chính ở tốc độ thấp, kiểm tra hướng quay trục bằng cách vận hành cần gạt ở phía bên phải của
Xem kết quả xem có bình thường hay không, trong trường hợp này, trục chính quay tới hướng của nhà điều hành, thì đó quay là bình thường.
- Nếu trục chính quay theo hướng ngược lại thì đổi lại kết nối 3 dây
2.Chuẩn bị trước khi vận hành
- Tra dầu vào các vị trí cần thiết.
- Kiểm tra các cần gạt xem có ở vị trí bình thường không.
- Kiểm tra đai chữ V của động cơ ụ đầu, xem có căng vừa đủ hay không.
- Xác định các vị trí tương đối trước khi vận hành cơ chế truyền dẫn, chẳng hạn như ụ đầu, hộp số liệu, tbàn rượt ngang, vv, và tiến tự động, cắt lốp.
4.Bảo trì
- Giữ cho máy ở trạng thái chính xác và tuổi thọ lâu dài trong điều kiện sử dụng bình thường.
- Kiểm tra mức dầu thông qua cửa sổ dầu của tất cả các bình chứa dầu và đổ đầy nếu cần thiết trước khi khởi động máy. Đặc biệt chú ý tới việc tra dầu hàng ngày vào giữa bàn trượt và đường băng máy.
- Thay dầu bôi trơn trong ụ đầu sau 3 tháng sử dụng đầu tiên để tránh máy gây ra tiếng ồn.
- Dừng máy ngay lập tức khi có các dấu hiệu sau xảy ra: quá nhiệt ở ụ đầu, rung lắc, thiếu dầu hoặc không có dầu, sau đó khắc phục sớm nhất có thể.
- Không dùng búa hoặc các dao cụ khác gõ vào phôi, để đảm bảo độ chính xác của trục chính.
- Cẩn trọng không để dao cụ làm hỏng đường băng trượt.
- Không điều chỉnh hoặc vận hành máy tùy ý trừ khi biết rõ về máy.
- Bảo trì máy định kỳ giúp máy tăng tuổi thọ và đảm bảo độ chính xác.
- Vệ sinh máy, lấy phoi ra khỏi máy và khu vực xung quanh máy, tra dầu vào bề mặt trượt và tắt nguồn sau mỗi ngày làm việc.
5.Tháo kiện và hạ máy
- Mỗi máy được giao đến nhà máy khách hàng đều đã được lắp ráp dầy đủ trừ các bộ phận đính kèm như phụ kiện gá côn,..
- Khi hạ máy, sử dụng dây thừng chắc chắn.
- Nhấc máy đã tháo bao dỡ như phương pháp như hình dưới đây dựa theo trọng tâm của máy tiện.
- Nâng máy và hạ máy cần thận, đặc biệt khi hạ máy phải cẩn thận không để mạnh xuống sàn nhà và chú ý những người xung quanh để tránh gây tai nạn.
6.Điều khiển cấp tốc độ
- Tốc độ trục chính là 12 cấp đạt được bằng cách chọn vị trí đòn bẩy thích hợp được hiển thị trên tấm bảng tốc độ.
- Không di chuyển cần điều khiển lực chọn cấp tốc độ trong khi trục chính đang
- ĐẦU RA HỘP SỐ
- CẦN GẠT TIÊN TỚI/ LÙI LẠI
- CẦN GẠT A/B
- CẦN GẠT 3 CẤP
- CẦN GẠT CAO/ THẤP
- TẤM THAY ĐỔI TỐC ĐỘ TRỤC CHÍNH
- MÂM CẶP TRỤC CHÍNH
- HIỂN THỊ SỐ VÒNG QUAY
7.Vận hành hộp số và tiến dao
1.Vận hành hộp số
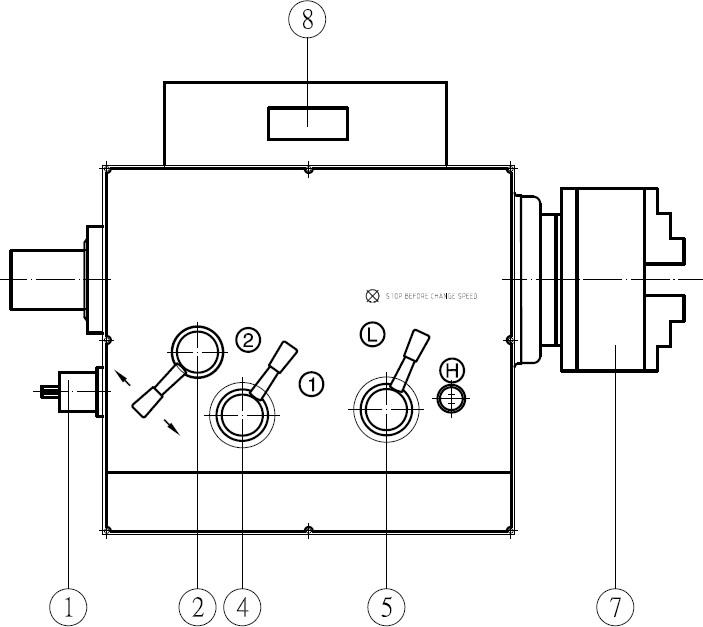
Tất cả ren và các bước tiến có sẵn trực tiếp từ hộp số như được thể hiện trên tấm dữ liệu lắp ở phía trước hộp số và cài đặt cần gạt điều khiển được thể hiện ở hình sau:
Sơ đồ hộp số
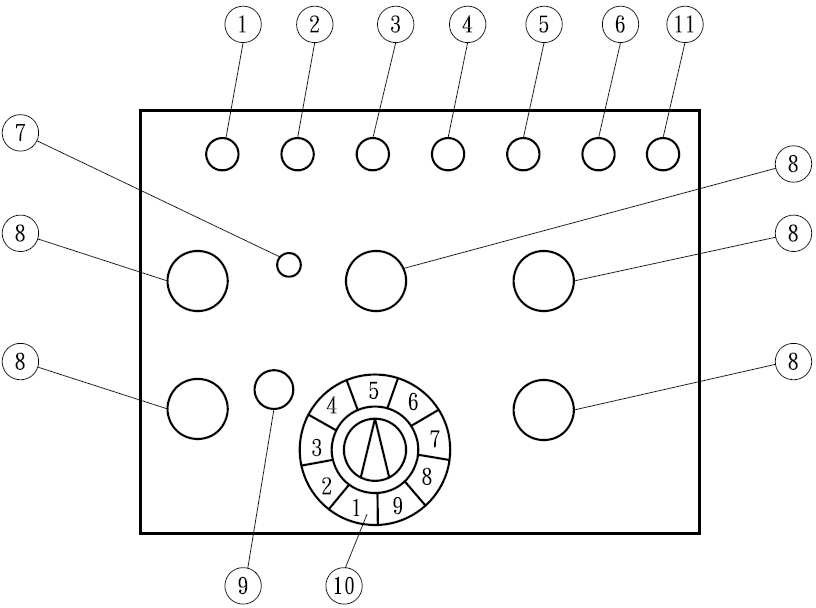
CẦN GẠT THAY ĐỔI CẤP TỐC ĐỘ AB
- ĐÈN CÔNG TẮC MÁY BƠM LÀM MÁT
- CÔNG TẮC BƠM LÀM MÁT
- ĐÈN NGUỒN ĐIẸN
- CÔNG TẮC ĐIỀU KHIỂN ĐIỆN
- NÚT DỪNG KHẨN CẤP
- CÔNG TẮC MICRO
- LỖ THIẾT BỊ BÔI TRƠN
- THAY ĐỔI BÁNH RĂNG
- CỬA SỔ QUAN SÁT MỨC DẦU
- CẦN GẠT THAY ĐỔI TỐC ĐỘ 9 CẤP
- NÚM TỐC ĐỘ (Chỉ để thay đổi tốc độ biến đổi bằng biến tần)
2.Bảng cắt ren
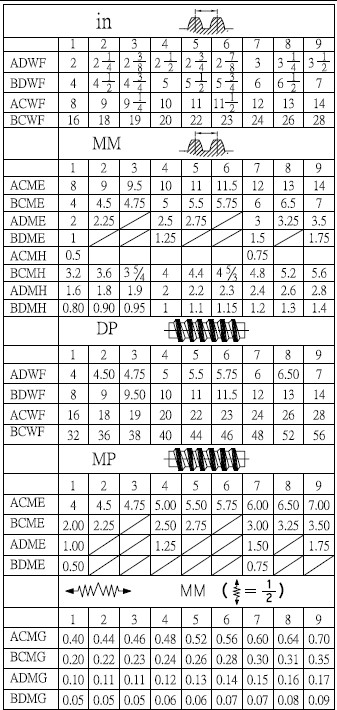
3.Chức năng của hộp số
- Chức năng chính của hộp số và để cắt ren và tiến doa tự động, hộp số đầy đủ dải hệ mét và
- Vận hành cắt ren
Khi muốn cắt ren, thao tác cần gạt thay đổi tốc độ và cài đặt ở vị trí chính xác theo chỉ số cắt ren, sau đó tiến hành cắt ren theo loại và bước ren như yêu cầu. Cuối cùng, quay cần gạt thay đổi bước tiến tới vị trí “leadscrew” sau đó thao tác thoát ren.
- Vận hành tiến dao tự động:
Khi thao tác tiến dao tự động, đầu tiên thao tác tất cả cần gạt thay đổi tốc độ và cài đặt vị trí chính xác dựa theo tốc độ tiến dao theo yêu cầu (tham khảo biểu đồ cắt ren) và sau đó thao tác cần gạt thay đổi bước tiến tới vị trí "feed", sau đó máy sẽ thực hiện tiến dao tự động.
- Bôi trơn:
Hộp số được bôi trơn bằng dầu bôi trơn. Trong khi máy chạy, dầu được cung cấp tới tất cả bánh răng và vòng bị và trục truyền động. Kiểm tra mực dầu thông qua cửa sổ kiểm tra và tra dầu vào lỗ tra dầu tới mức vạch đỏ của của sổ quan sát trên hộp số.
- Dụng cụ chỉ báo tiện ren được lắp ở cạnh trái của APRON, được dùng để tiện ren hệ
- Để cắt ren theo số chẵn mỗi inch, đóng đai ốc 1 nửa lại khi có đường bất kỳ nào trên mặt quay số đi qua điểm quy chiếu.
- Để cắt rren theo số lẻ mỗi inch, đóng đai ốc 1 nửa lại khi có một số dài bất kỳ nào trên mặt quay số đi qua điểm quy chiếu.
- Để cắt ren phân đoạn 1/2 hoặc 3/4 T.P.I. có thể đóng đai ốc 1 nửa lại ở cùng dòng tren mỗi lần qua của dao cụ.
- Bộ chỉ thị mặt số không thể dùng với vít me inch để cắt ren hệ mét, D.P., module. Để cắt ren hệ mét thì đai ốc nửa của APRON phải được giữ chặt và chỉ có thể cắt bởi cần gạt quay tiến tới-lùi lại trục chính và bàn xe dao quay trở lại được truyền động bằng đai ốc nửa và vít
8.Điều khiển bàn dao và tấm chắn
1.SƠ ĐỒ TẤM CHẮN
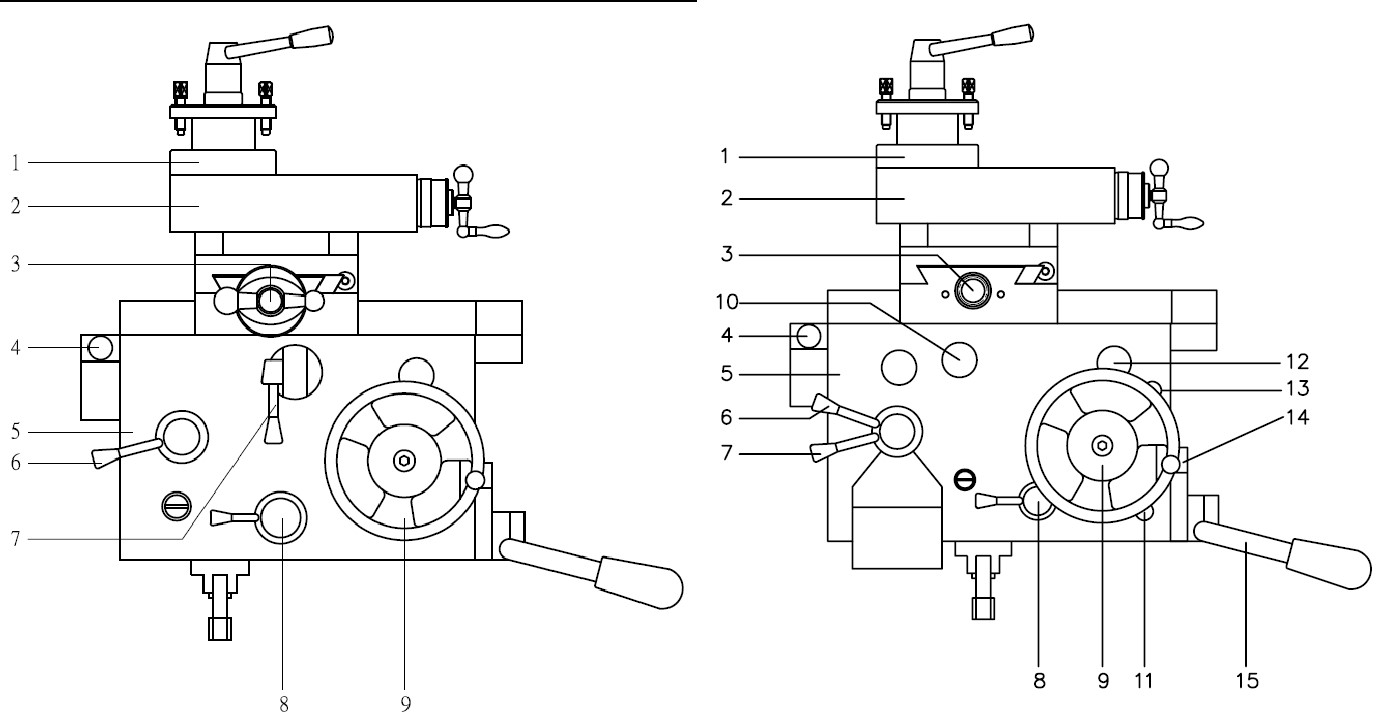
- LỖ DAO CỤ VUÔNG
- BÀN TRƯỢT TRÊN
- VÔ LĂNG BÀN TRƯỢT NGANG
- TẤM ĐÚC BÀN DAO
- TẤM CHẮN ĐÚC (APRON)
- CẦN GẠT ĐỂ TIỆN REN
- CẦN GẠT TIẾN DAO NHANH
- CẦN GẠT TIẾN TỰ ĐỘNG
- VÔ LĂNG ĐIỀU KHIỂN TIẾN DÀI (DỌC)
- CẦN GẠT NÀY ĐƯỢC RÚT RA ĐỂ CỐ ĐỊNH VỊ TRÍ TIẾN TỰ ĐỘNG NGANG (TRỤC X) VÀ ĐẨY ĐỂ CỐ ĐỊNH VỊ TRÍ TIẾN DAO TỰ ĐỘNG DỌC (TRỤC Z).
- CẦN GẠT ĐỂ BÔI TRƠN THỦ CÔNG
- CẦN GẠT ĐẺ BÔI TRƠN TỰ ĐỘNG
- LỖ ĐỂ TRA DẦU BÔI TRƠN
- CẦN GẠT ĐỂ ĐIỀU CHỈNH BƯỚC TIẾN
- CẦN GẠT ĐỂ ĐIỀU CHỈNH TRỤC CHÍNH TIẾN TỚI VÀ LÙI LẠI
2.PHƯƠNG PHÁP VẬN HÀNH
- TIỆN MẶT PHẲNG
Khi tiến dao dọc lấy đi một lượng lớn ra khỏi mặt phẳng phôi. Để tránh bàn trượt xe dao ngược lại hoặc tấm cắt mất cân bằng, có một bu lông khóa "D" ở trên bàn trượt, có thể tăng độ ổn định của bàn dao phức hợp để đạt được giá trị chính xác khi tiện mặt phẳng.
- TIỆN MẶT PHẲNG CÔN
Có tấm chia vạch ở trên mặt trượt của bàn xe dao. Để tiện mặt côn, trước hết mở lỏng vít khóa "B", sau đó quay bàn dao phức hợp tới góc theo yêu cầu. Sau khi điều chỉnh xong, vặn chặt vít B lại, sau đó mặt phẳng côn bắt đầu được tiện.
- ĐIỀU CHỈNH MÁ KẸP VÁT CẠNH (HÌNH CÔN)- BEVEL-GID
Do ma sát của chuyển động tương đối trong thời gian dài giữa bàn xe dao và bàn trượt ngang, mài mòn sẽ xuất hiện. Để loại bỏ các khoảng cách dư thừa thì nên điều chỉnh Bevel-Gib như sau:
Vặn lỏng vít hãm ở cuối của má kẹp trước, sau đó vặn chặt vít điều chỉnh A, sau đó má kẹp sẽ được đẩy về trước tới vị trí chính xác để khoảng hở giữa bàn xe dao và bàn trượt ngang vừa đủ. Sau đó vặ chặt vít hãm lại.
- ỐNG NỐI CHIA ĐỘ (ỐNG NỐI MILIMET)
Có các ống nối chia độ ở trên cần gạt điều khiển bước tiến ngang và bước tiến doc. Chúng được chia thành 250 khoảng, mỗi khoảng là 0.02mm, một vòng quay là 5mm. Khi quay trở lại điểm 0, đầu tiên làm làm lỏng vít hãm, sau đó khi điều chỉnh kết thúc thì khóa vít hãm lại.
- BÔI TRƠN BÀN XE DAO
Lỗ tra dầu được bố tí ở trên bàn xe dao và và bàn trượt ngang, trươc khi vận hành để loại bỏ sự an mòn thì phải tra dầu thường xuyên. Để bôi trợ bề mặt trượt từ lỗ tra dầu trên bàn xe dao thì phải dùng súng phun dầu.
- TRUYỀN ĐỘNG TIẾN DAO TỰ ĐỘNG
Truyển động tiến dao tự động của tấm chắn bao gồm tiến dao ngang và tiến dao dọc. Theo tấm chỉ số, khi bạn kéo cần gạt tiến dao tự động lên trên, bàn xe dao với tấm chắn có thể di chuyển để thực hiện tiến dao dọc. Khi bạn kéo cần gạt xuống vị trí dưới, ổ dao với bàn trượt ngang di chuyển để thực hiện tiến dao ngang. Thiết bị dừng được lắp ở dưới cạnh của cần gạt tiến dao tự động và được dùng để dừng tiến dao tự động. Khi bạn sử dụng thiết bị dừng này, bạn vặn lỏng vít hãm của khối dừng trước rồi sau đó di chuyển khối dừng tới vị trí chính xác và văn chặt vít lại.
- TRUYỀN ĐỘNG TIỆN REN
Chi khi cần gạt tiến dao tự động ở vị trí trung tâm, cần gạt điều khiển đai ốc nửa được đặt ngoài vị trí hướng xuống dưới và đai ốc nửa ăn khớp với vít me, sau đó bàn xe dao được di chuyển sang trái hoặc phải để thực hiện tiện ren.
Để dừng tiện ren thì đẩy cần gạt đai ốc nửa để nó không ăn khớp vào vít me nữa. Thanh an toàn được lắp ở tấm che để giữ cho tiện ren và tiên dao tự động hoạt động liên tục để đạt được mục đích an toàn.
- CẦN GẠT THAY ĐỔI TIẾN TỚI- LÙI LẠI.
Cần gạt tiến tới/ lùi lại được lắp ở phía bên phải của tấm chắn. Nó được lắp vào thanh khởi động để công việc tiến dao và tiện được thao tác thuận tiện. Khi bạn đẩy cần này về bên phải và hướng lên, trục chính sẽ quay theo hướng ngượi lại . Khi bạ đẩy cần này về bên phải và hướng xuống, trục chính sẽ quay theo hướng tiến lên. Khi cần này ở vị trí trung tâm thì trục chính sẽ dừng.
9. Ụ động
- SƠ ĐỒ Ụ ĐỘNG
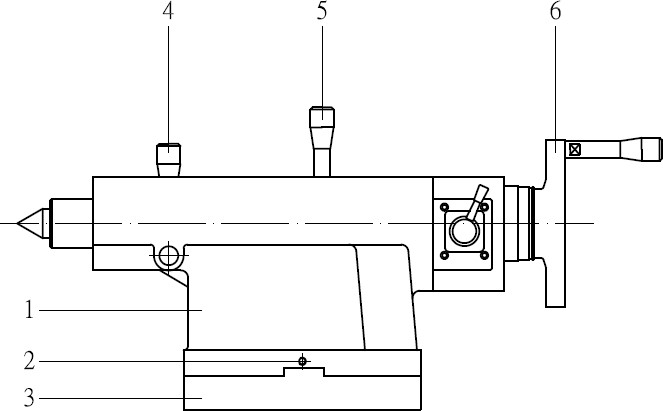
Cấu trúc chính của ụ động bao gồm thân ụ động, bệ gắn, trục gá và hộp thay đỏi tốc độ, Trục gá của ụ động và trục chính của ụ đầu ở trên 1 đường thẳng. Ụ động phụ thuộc vào chiều dài hay ngắn của phôi hoặc vị trí theo yêu cầu, có thể được kẹp ở bất kỳ vị trí nào trên băng máy, nó phối hợp với trục chính để thực hiện tiện giữa 2 tâm và để tiện lỗ.
- THÂN ĐÚC Ụ ĐỘNG
- VÍT ĐIỀU CHỈNH
- BỆ ĐỠ
- CẦN GẠT KHÓA TRỤC
- CẦN GẠT KẸP VỚI BỆ ĐỠ
- VÔ LĂNG ĐIỀU KHIỂN TRỤC TIẾN TỚI- LÙI LẠ
- PHƯƠNG PHÁP VẬN HÀNH
- Khi trục gá ụ động và tâm trục chính không ở trên một mặt phẳng, làm lỏng vít điều chỉnh A ở cả 2 bên, điều chỉnh tâm ụ động cho đến khi nó thẳng hàng với trục chính, sau đó vặn chặt cả 2 vít điều chỉnh A lại. Sử dụng cùng phương pháp để điều chỉnh ụ động thẳng hàng để đo độ lệch với trục chính khi tiện côn giữa 2 tâm.
- Bôi trơn ụ động: ụ động được bôi trơn bằng hệ thống dầu bôi trơn và trục gá, tâm và bộ phận trượt cũng phải được thường xuyên bôi trơn.
10.Thiết bị phanh
- Sử dụng phanh chân để phanh máy, khi dừng máy, 1 lực momen tác động vào pê đan sau khi dừng máy chạy ngay lập tức và nó chạm vào công tắc giới hạn để ngắt nguồn điện của động cơ.
- Trong khi điều chỉnh lớp lót phanh cần mở nắp che động cơ trước và làm lỏng vít hãm trên lớp lót phanh. Việc điều chỉnh lớp lót phanh được cân nhắc dịch chuyển vít hãm. Sau khi hoàn thành điều chỉnh như mong muốn, vít hãm của lớp lót phanh và pê đan sẽ được khóa lại
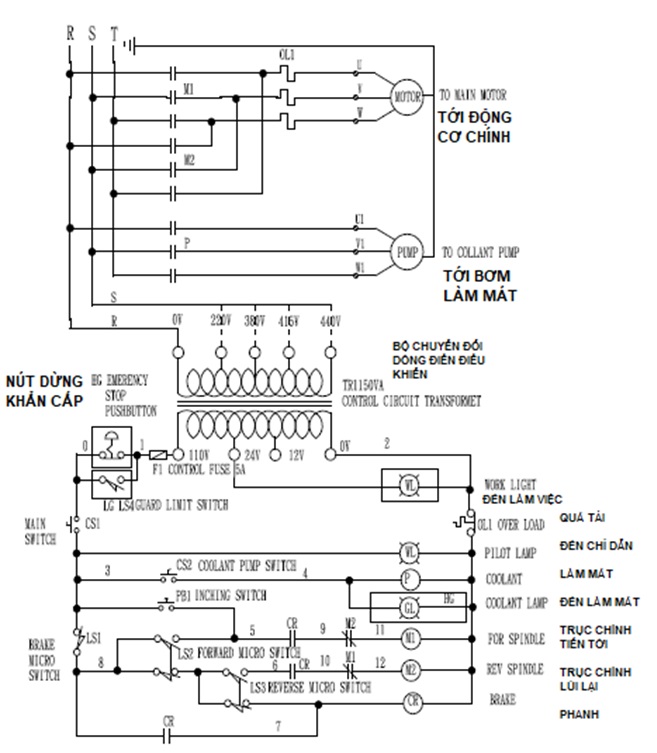
11.Sơ đồ mạch điện
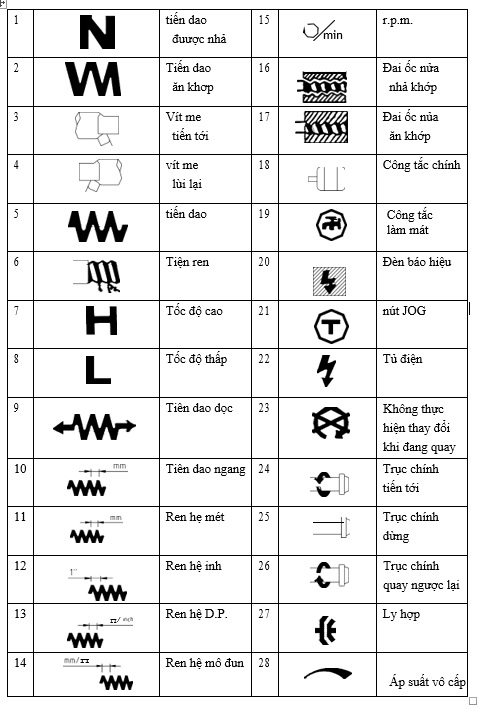
12.Ký hiệu chỉ dẫn
13.Danh sách phụ kiện
Xem thêm bài nguyên lý sử dụng máy tiện để có thể vận hành máy chính xác nhất


