 sales@mayvannang.com
sales@mayvannang.com


Hướng dẫn sử dụng máy đột dập liên hợp
00:47 - 11/08/2021
Công ty TNHH Xây lắp điện Cường Thịnh xin cung cấp hướng dẫn sử dụng máy đột dập liên hợp IW-45M chi tiết nhất trên thị trường hiện nay.
Mọi chi tiết thắc mắc vui lòng liên hệ : Mr.Hiếu 0839139466
DÂY CHUYỀN SẢN XUẤT GHẾ GẤP HIỆN ĐẠI
DÂY CHUYỀN SẢN XUẤT CHI TIẾT DẠNG HỘP, THÙNG NHỰA DANPLA
DÂY CHUYỀN SẢN XUẤT GIÁ KỆ CÔNG NGHIỆP HIỆN ĐẠI
QUY TRÌNH SẢN XUẤT VÀ GIA CÔNG MŨ BẢO HIỂM
Hướng dẫn sử dụng máy đột dập liên hợp IW-45M

Nội dung bài viết
1. VẬN CHUYỂN MÁY
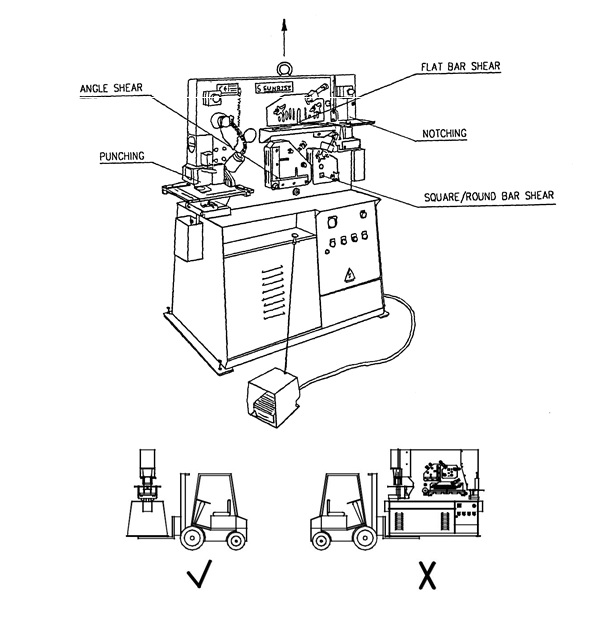
Khi vận chuyển máy bằng cần trục, móc cần trục vào móc tròn trên đỉnh máy. Không sử dụng dây cáp nâng ở dưới máy. Đặc biệt chú ý khi nâng hạ/ vận chuyển máy sử dụng xe nâng. Càng xe nâng phải bao phủ toàn bộ chiều rộng của máy.
Chú ý: Bởi vì đỉnh đầu máy khá nặng nên máy sẽ mất cân bằng nếu trọng tâm máy không cân.
2. LẮP ĐẶT MÁY
Nền đặt máy phải là nền bê tông công nghiệp chắc chắn.
CHÚ Ý:
- Luôn để máy trong một khoảng không gian đủ rộng để giữ an toàn.
- Ánh sáng phù hợp.
- Lau sạch các vật liệu thừa thường xuyên và đảm bảo khu vực làm việc không có các vật cản trở.
- Giữ khu vực để máy sạch dầu và không bị trơn trượt.
- Nếu phôi quá dài, đảm bảo phôi không ngáng vào lối đi.
2.1 Kết nối nguồn điện
Trước khi kêt nối nguồn điện, đảm bảo điện áp và cường độ dòng điện tương thích với các thành phần điện trong máy. Xem các dữ liệu trong tủ điều khiển điện
Kết nối điện:
- Mở tủ điện
- Tháo tấm bảng nhỏ dưới tủ điện.
- Chèn dây điện thông qua lỗ vào ở bệ máy và sau đó luồn tới đáy tủ điện.
- Kết nối dây 3 pha tới cực điện trong tủ điện.
- Kết nối đất chính xác.
- Kiểm tra bề mặt dây điện không bị hư hại, rách, hở, để đảm bảo cách điện an toàn.
- Lắp lại tấm bảng và đóng tủ điện.
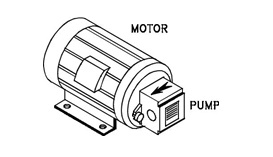
2.2 Kiểm tra hướng quay của động cơ.
- Tháo nắp che đằng sau.
- Khởi động nhẹ và dừng máy lại luôn để kiểm tra hướng quay của động cơ có đúng như chiều mũi tên trên thân động cơ hay không. Quay sai hướng sẽ làm hỏng động cơ.
- Để thay đổi chiều quay của động cơ, ngắt nguồn điện sau đó thay đổi bất kỳ 2 dây trong 3 pha của nguồn điện.
3. BÔI TRƠN MÁY
Máy nên được bôi trơn sau mỗi 8 tiếng làm việc bằng loại dầu mỡ theo khuyến nghị của nhà sản xuất. Sử dụng súng tra dầu để tra dầu mỡ vào các điểm, súng được đặt ở cả 2 bên máy.
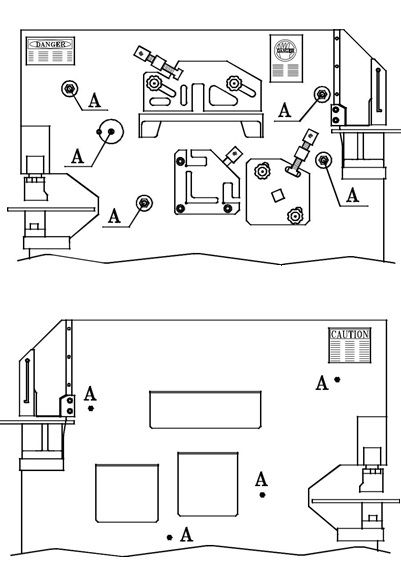
Các điểm bôi trơn
Loại dầu mỡ khuyến nghị
Esso Beacon 2
Shell Alvania Grease R-2
Kraff KL2
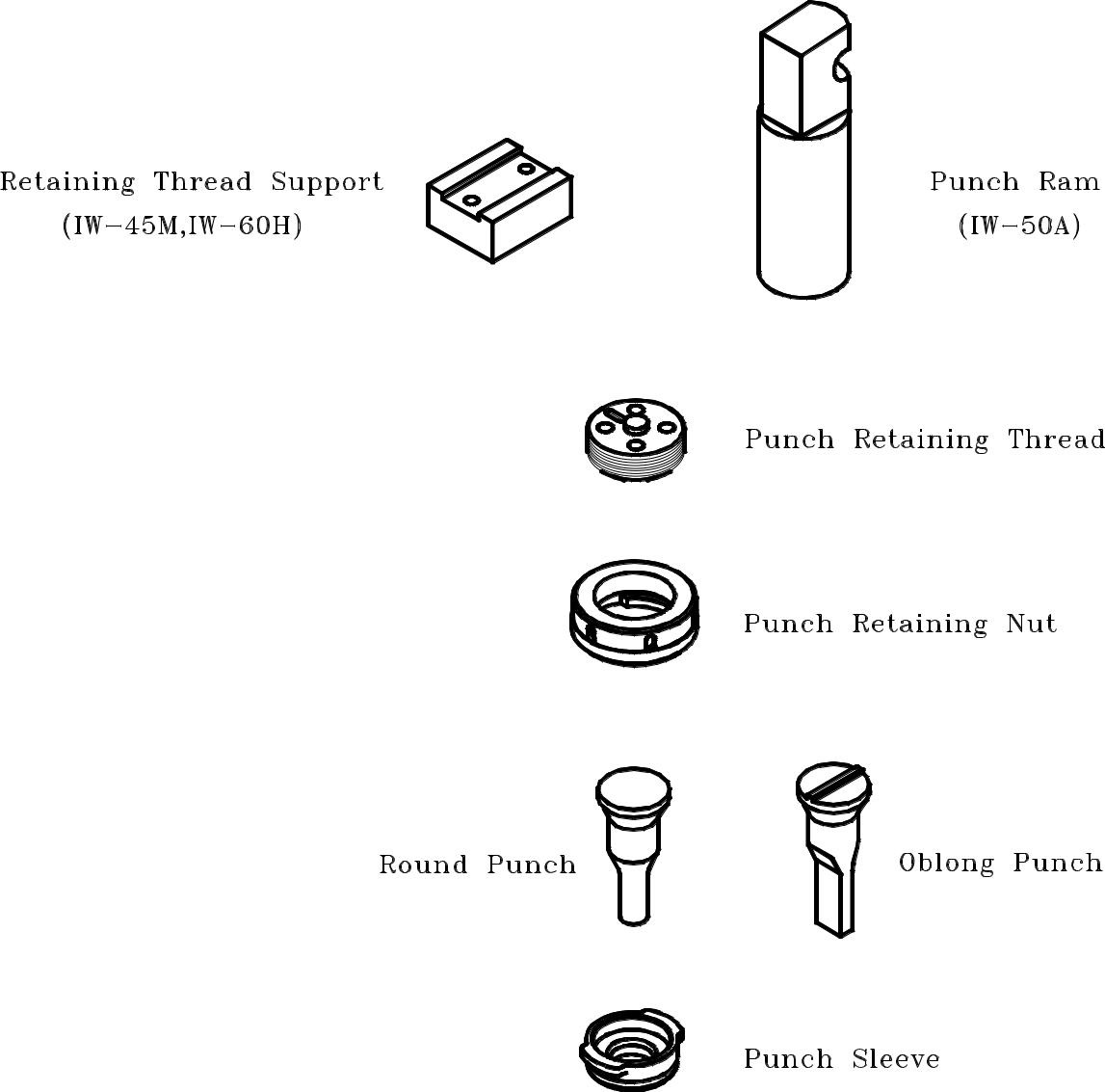
Thiết bị tiêu chuẩn đi kèm với máy (bao gồm các thiết bị đã được lắp sẵn trong máy)
Lưỡi dao xén thanh phẳng 1 set
Lưỡi dao xén góc 1 set
Lưỡi dao xén thanh vuông và tròn 1 set
Lưỡi dao khía vuông góc 1 set*
Bộ chày đột (20mm) 1 set
Bàn đỡ dập 1 pc
Bàn đỡ khắc 1 pc*
Khớp nối duy trì dập 1 set
Lỗ đột 1 pc
Tháo dập 1 pc
Đèn 1 pc*
1 dụng cụ đo 1 pc
Bộ chắn an toàn 1 set
Đinh khuy móc để nhấc máy 1 pc
* : Model IW-45M không có những thiết bị này
HỘP DỤNG CỤ 1 pc
Súng tra dầu mỡ 1 pc
Cờ lê điều chỉnh (250mm) 1 pc
Tuốc nơ vít (+) 1 pc
Tuốc nơ vít (-) 1 pc
Chìa vặn lục giác 1 set
Chìa vặn lục giác (12mm) 1 pc
Chìa vặn lục giác (14mm) 1 pc
Cờ lê SPA 1 pc
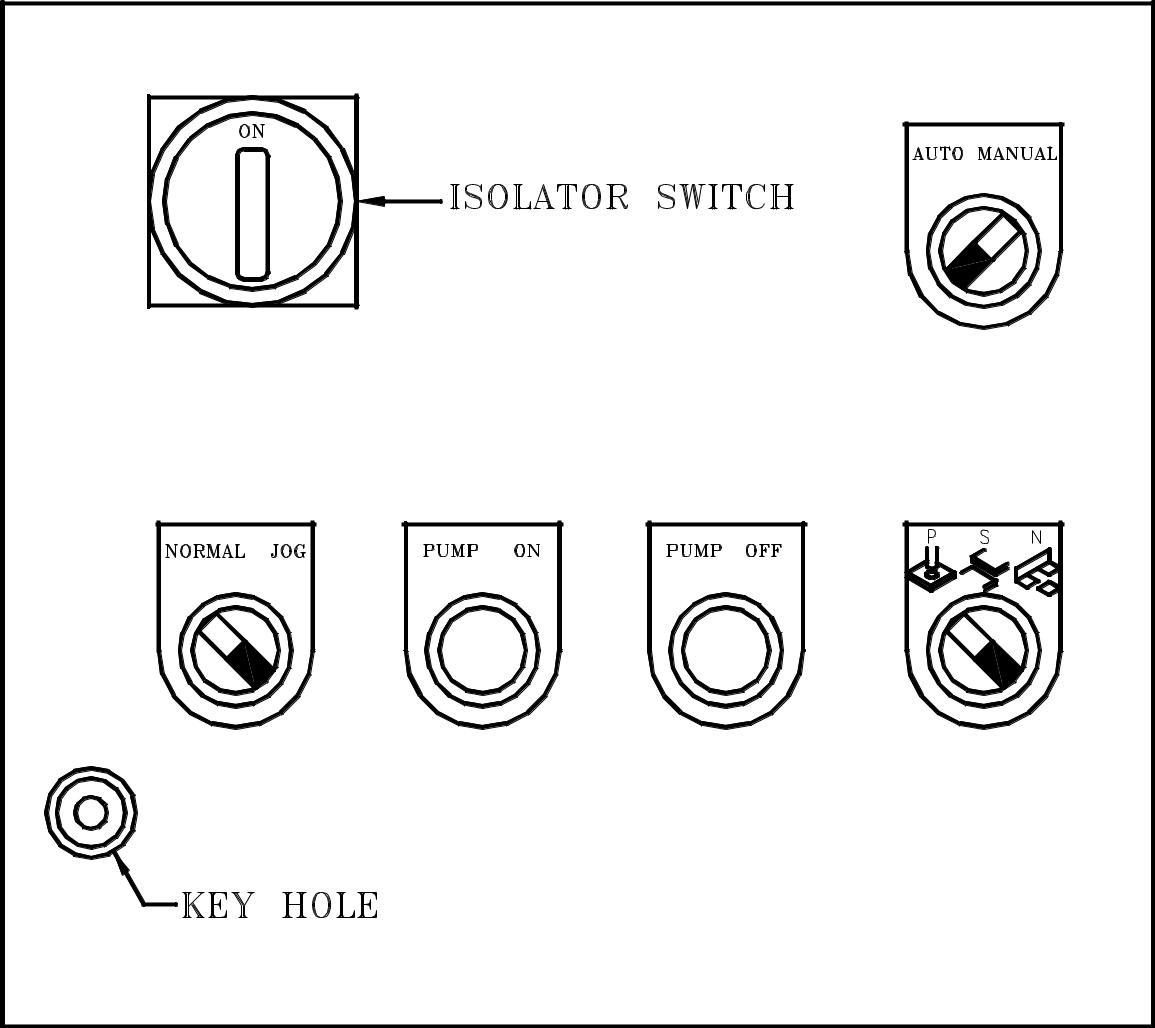
4. CÁC CÔNG TẮC ĐIỀU KHIỂN
NÚT DỪNG KHẨN CẤP EMERGENCY STOP –Sử dụng nút EMERGENCY STOP để dừng máy trong trường hợp khẩn cấp. Quay nhẹ núm công tắc về phía tay phải để giải phóng nút này trước khi nút PUMP ON bật lên.
Công tắc ISOLATOR – Công tắc này điều khiển nguồn điện chính của máy. Nó cũng có chức năng như một cái khóa của tủ điện. Ở vị trí ON, công tắc khóa tủ điện và cho phép bạn khởi động máy. Ở vị trí OFF, nguồn điện bị cắt và có thể mở tủ điện.
PUMP ON - Đẩy nút này để bật máy. Tất cả các nút EMERGENCY STOP phải được giải phóng trước khi bật nút PUMP ON này. Đèn POWER LIGHT sẽ sáng màu xanh khi máy được bật.
PUMP OFF – Đẩy nút này để tắt máy.
Công tắc PUNCH/SHEAR (cho model IW-45M) – Sử dụng công tắc này để lựa chọn chức năng đột dập hoặc xén.
Công tắc NORMAL/JOG – Công tắc này cho phép sử dụng lựa chọn phương thức vận hành bình thường NORMAL (tự động quay trở lại) hoặc phương thức JOG (áp lực thấp, tốc độ thấp, không quay lại). Sử dụng phương thức NORMAL để vận hành máy. Sử dụng phương thức JOG để căn chỉnh đột/dập, để cài đặt khoảng cách lưỡi dao và cài đặt hành trình. ở chế độ NORMAL, con trượt/tấm trượt di chuyển theo cả chiều lên và xuống. Ở chế độ JOG, hệ thống thủy lực ở chế độ áp suất thấp và con trượt/tấm trượt chỉ di chuyển theo hướng đi xuống ở tốc độ chậm. Tham khảo thêm ở phần Căn chỉnh áp suất thấp ở chế độ JOG.
Công tắc AUTO/MANUAL (chỉ sử dụng cho máy được trang bị thêm cữ sau bằng điện) – Quay công tắc tới vị trí AUTO để sử dụng cữ sau, quay sang phía MANUAL để sử dụng công tắc chân.
CHÚ Ý:
Trên model IW-45M, IW-50A, và IW-60H, ở chức năng PUNCH (đột dập), xi lanh/tấm trượt di chuyển ngược hướng với chức năng SHEAR/NOTCH (xén/khía). Do đó, khi chuyển từ chức năng xén khía sang chức năng đột dập, xi lanh bắt đầu chuyển động và lưỡi dao xén sẽ đi xuống. Tương tự, khi chuyển từ chức năng đột dập sang chức năng xén khía, xi lanh bắt đầu chuyển động và chày dập đi xuống. Do đó trước khi quay công tắc PUNCH/SHEAR/NOTCH cần hết sức cần thận để không bị thương hoặc không để phôi trong khu vực vận hành máy.
Căn chỉnh công cụ áp suất thấp với chế độ JOG
Khi công tắc NORMAL/JOG được quay về phía chế độ thấp, máy sẽ cung cấp một áp lực thấp và cài đặt chế độ tốc độ thấp để vận hành điều chỉnh công cụ an toàn hơn. Điều này sẽ giảm thiểu những hư hại do mất căn chỉnh công cụ và tăng độ an toàn khi vận hành máy. Nếu thao tác vật liệu dưới chế độ JOG, chày đột chỉ làm lõm vật liệu chứ không xuyên lỗ qua vật liệu. Ngoài ra, xi lanh chày đột chỉ di chuyển xuống phía dưới khi nhấn bàn đạp và không chạy ngược lại khi thả bàn đạp. Quay công tắc lại về phía NORMAL sẽ kéo xilanh chạy lên.
CHÚ Ý: Để căn chỉnh công cụ dễ dàng, nắp che dẫn trục được phép để mở ở chế độ JOG. Khi cài đặt chế độ áp lực thấp, đeo kính và găng tay bảo hộ để bảo vệ mắt và tay, tránh cơ thể lại gần các thiết bị chuyển động. Chế độ JOG là chế độ được bảo mật, chỉ có những cá nhân được đào tạo và có thẩm quyền mới có thể mở khóa và sử dụng máy ở chế độ JOG.
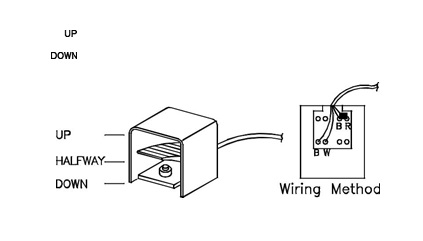
5. CÔNG TẮC ĐIỀU KHIỂN BẰNG CHÂN
Sử dụng công tắc này giúp người sử dụng có thể vận hành máy trong khi dùng cả 2 tay để giữ phôi. KHÔNG ĐƯỢC thao tác bằng cách một người giữ phôi, một người ấn công tắc chân.
Công tắc chân có 3 vị trí: LÊN (UP), NỬA ĐƯỜNG (HALFWAY) và XUỐNG (DOWN). Vị trí UP khi bạn thả hoàn toàn công tắc chân. Vị trí HALFWAY khi bạn nhấn hoặc thả công tắc chân 1 nửa. Vị trí DOWN là khi bạn nhấn công tắc chân xuống. Khi không nhấn, lò xo bên trong đẩy công tắc về vị trí UP. Chức năng của công tắc này khác nhau khi sử dụng chế độ NORMAL và JOG.
Ở chế độ NORMAL, nhấn công tắc chân xuống vị trí DOWN để chuyển động trượt xuống dưới. Thả công tắc chân tới vị trí HALFWAY sẽ làm thanh trượt dừng lại. Điều này khá hữu ích ở vị trí này phôi không sử dụng miếng chặn. Nhấn công tắc chân trở lại vị trí DOWN, thanh trượt sẽ tiếp tục chuyển động xuống dưới cho đến khi đạt được vị trí thấp nhất. Thả hoàn toàn công tắc chân (vị trí UP) sẽ làm thanh trượt trả lại vị trí phía trên của nó.
Ở chế độ JOG, nhấn công tắc chân xuống vị trí DOWN để thanh trượt trượt xuống dưới. Thanh trượt ngừng chuyển động khi công tắc chân được thả về vị trí HALFWAY và vị trí UP. Thanh trượt sẽ không quay trở lại phía trên ngay khi công tắc chân được thả ra hoàn toàn. Điều này cho phép ngưởi sử dụng làm những điều chỉnh/căn chỉnh cần thiết. Nói cách khác, thanh trượt chỉ chuyển động theo một chiều nếu sử dụng chế độ JOG. Để đưa thanh trượt trở lại vị trí phía trên, điều chỉnh công tắc Normal/Jog về chế độ NORMAL
5.1 CỮ SAU SỬ DỤNG ĐIỆN
Cữ sau chạm và cắt sử dụng điện được trang bị thêm để điều khiển máy chuyển động (thay cho pê-đan chân). Để dùng cữ sau, quay công tắc Auto/Manual về vị trí AUTO. Để dùng công tắc chân, quay công tắc về vị trí MANUAL.
Để dùng cữ sau:
- Lắp đặt 2 ống của cữ sau.
- Kết nối dây cảm biến với ổ điện ở đằng sau máy.
- Quay công tắc sang vị trí AUTO.
- Điều chỉnh cữ sau tới độ dài mong muốn.
- Đặt cảm biến trên cữ sau để phôi có thể chạm vào cảm biến trong khi thao tác.
- Để vận hành, chỉ cần đẩy phôi vào. Khi cảm biến chạm vào phôi, lưỡi dao sẽ bắt đầu chuyển động đi xuống sau đoạn dừng ngắn. Thời gian dừng dao có thể được điều chỉnh bằng bộ cài đặt thời gian ở trong tủ điện. Sau khi xén, mảnh xén rơi ra và lưỡi dao tự động quay lại vị trí phía trên để tiếp tục lần cắt tiếp theo.
- Nếu chiều dài của mảnh xén không giống như dữ liệu được ghi lại trên cữ sau, thì chỉnh lại về vị trí 0 bằng nút điều chỉnh trên cữ sau.
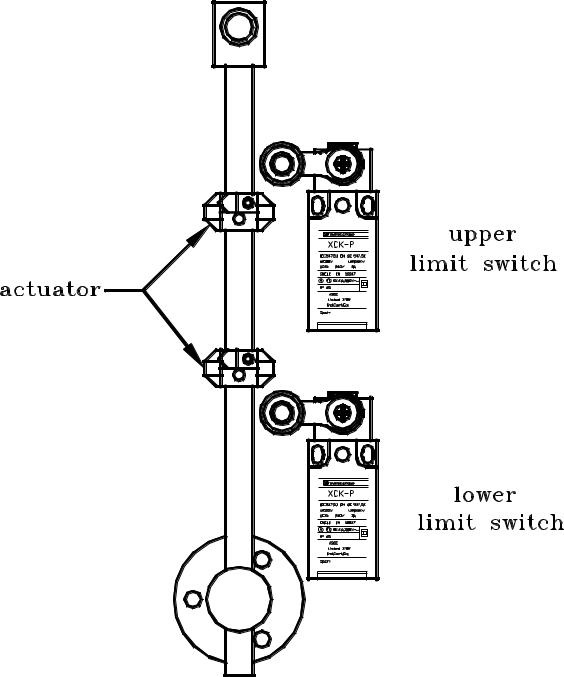
6. ĐIỀU CHỈNH HÀNH TRÌNH
Với model IW-45M:
Có 2 công tắc giới hạn, một công tắc giới hạn trên và một công tắc giới hạn dưới. Vai trò của công tắc giới hạn là chuyển đổi từ chế độ Shear (xén) sang chế độ Punch (dập). Nói cách khác, công tắc giới hạn trên ở chế độ Shear sẽ đổi thành công tắc giới hạn dưới khi chuyển công tắc tới chế độ Punch và ngược lại.
IW-45M
6.1 ĐIỀU CHỈNH TẤM TRƯỢT TRUNG TÂM CHÍNH
Tấm trượt trung tâm chính (giữ dao xén chuyển động) nên được đẩy lại phía sau thân máy. Điều chỉnh tấm trượt trung tâm được thực hiện bằng cách cài đặt đệm đỡ áp suất. Những miếng đệm đỡ này được đặt ở thân phía trước của máy. Vị trí của chúng nằm cùng với các điểm cần tra dầu. Để điều chỉnh, tháo lỏng các ốc khóa, sau đó vặn chặt các vít lại. Sau đó tháo lỏng mỗi vít 1/3 vòng tròn. Cuối cùng, vặn chặt các ốc khóa này để giữ nó đúng vị trí.
6.2 KHU VỰC ĐỘT DẬP
Thiết bị tiêu chuẩn
Máy được trang bị một bộ đột và lỗ đột tròn Ø20mm. Các kích thước khác cũng sẽ được trang bị nếu khách hàng yêu cầu. Ngoài ra, bàn đỡ 2 mảnh lớn cũng được trang bị thiết bị đồng hồ đo chuẩn.
Căn chỉnh đột và lỗ đột
Để đột và lỗ đột được căn chỉnh đúng trọng tâm, cần:
Chèn đột vào ốc giữ rồi vặn chặn đai ốc
Chèn lỗ đột vào khuôn
Tháo lỏng các vít cố định của khuôn đột
Hạ thấp chậm đột (sử dụng chế độ JOG)
Sau khi đột ở trong lỗ đột, tắt nguồn và cách li máy.
Điều chỉnh vị trí của lỗ đột cho đến khi mặt phẳng xung quanh đột và lỗ đột bằng phẳng với các vị trí xung quanh.
Siết chặt bu lông lỗ đột để cố định vị trí đột
Điều chỉnh công tắc giới hạn để thay đổi chiều dài của cú đột nếu cần thiết.
Khi thiết lập đột và lỗ đột hình vuông hoặc hình chữ nhật, đảm bảo định vị trí chính xác của khóa trên đỉnh đột.
CHÚ Ý: Kiểm tra sự căn chỉnh của đột và lỗ đột khi thay đổi dao cụ.
Khoảng hở giữa lỗ đột và đột
Kích thước đột tương đường với kích thước lỗ cần tạo ra. Kích thước lỗ đột lớn hơn do có khoảng hở. Khoảng hở phụ thuộc vào độ dầy của vật liệu. Khoảng hở thường là 10% so với độ dày vật liệu. Tham khảo bảng dưới đây:
Độ dày vật liệu | mm | <= 4 | 4 - 9 | 9 – 14 | 14 - 20 |
Khoảng hở | mm | 0.2 | 0.7 | 1.2 | 1.7 |
Khoảng cách giữa trục dẫn hướng và vật liệu khoảng 2~3mm. Mỗi lần thay đổi các vật liệu có độ dày khác nhau cần điều chỉnh độ cao của trục dẫn hướng.
Điều chỉnh độ cao của trục dẫn hướng bằng cách quay vít ở cả 2 bên trục dẫn hướng.
Nếu trục dẫn hướng có xu hướng rơi về phía bên phải, hãy vặn chặt lò xo ở phía bên trái trục.
Đảm bảo trục dẫn hướng cân bằng chiều cao ở cả hai bên trái và phải để không làm hỏng đột và lỗ đột.
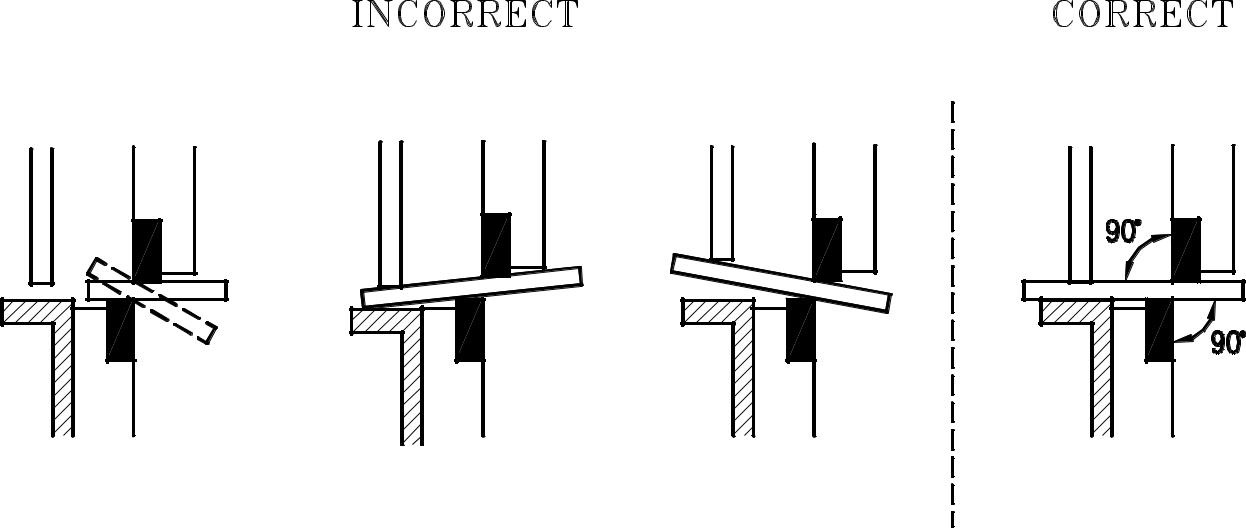
Nếu các vật liệu không thể tiếp xúc chính xác với trục dẫn hướng như các loại vật liệu bất đối xứng, vật liệu quá nhỏ hoặc lỗ cần đột quá gần mép vật liệu thì không nên thao tác đột.
Điều chỉnh cường độ dập
Max. Capacity = circumference x thickness x tensile strength
Khả năng lớn nhất = chu vi x độ dày x độ căng
Biểu đồ khả năng dựa trên loại vật liệu có sức căng 45 kg/mm2 . Không thử đột nếu vượt quá khả năng làm việc của máy.
CHÚ Ý
Sử dụng lỗ đột với khoảng hở thích hợp.
Kiểm tra độ cân chỉnh sau khi thay đổi công cụ.
Để tránh quá tải và hỏng vỡ đột, không đột các loại vật liệu dày hơn đường kính lỗ đột
Không đục lỗ một phần.
Sử dụng dầu bôi trơn cho đột.
Không khuyến khích mài công cụ đột
Các loại dầu dùng cho đột và lỗ đột
SHELL - GARIA 927
P. - SERVORA 68
CASTROL - ILOBROACH 219 DUCKHAMS - ADFORNOL EP7 JOSEPH BATSON - LB 733
6.3 THAO TÁC ĐỘT DẬP
6.3.1 Đột dập trên tấm phẳng:
- Quay công tắc Punch/Shear/Notch về phía PUNCH.
- Kiểm tra lại lần nữa trục định hướng, sự cân chỉnh của đột và lỗ đột, chiều cao của trục định hướng trên phôi từ 2-3mm.
- Đặt tấm chắn vào vị trí mong muốn
- Cố định vị trí đĩa trên bàn làm việc
- Nhấn công tắc chân xuống vị trí DOWN để tiến hành đột.
- Thả công tắc chân để rút lại chày đột, vật liệu có thể bị nhấc ngược lên trục dẫn hướng và rơi xuống khi chày đột rút ra khỏi lỗ đột
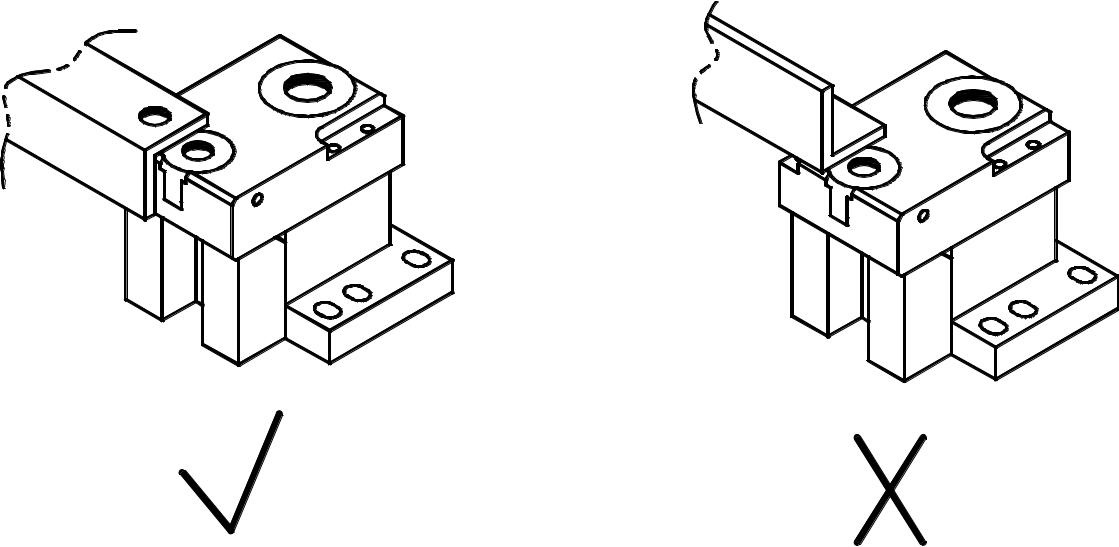
6.3.2 Đột dập góc:
- Quay công tắc Punch/Shear/Notch về phía PUNCH.
- Kiểm tra lại lần nữa trục định hướng, sự cân chỉnh của đột và lỗ đột, chiều cao của trục định hướng trên phôi từ 2-3mm.
- Tháo tấm phía trước của bàn 2 tấm
- Đặt tấm chắn vào vị trí mong muốn.
- Cố định các góc dựa vào lỗ đột với một mặt bích hướng xuống.(xem hình)
- Nhấn công tắc chân xuống vị trí DOWN để tiến hành đột.
- Thả công tắc chân để rút lại chày đột, vật liệu có thể bị nhấc ngược lên trục dẫn hướng và rơi xuống khi chày đột rút ra khỏi lỗ đột
6.3.3 Đột trên vật liệu hình máng:
- Quay công tắc Punch/Shear/Notch về phía PUNCH.
- Nếu đột ở sườn máng, sử dụng lỗ đột 1 lỗ với bàn được tháo ra. Nếu đột ở mặt của máng, sử dụng lỗ đột 2 lỗ với phần giá đỡ thấp hơn và mảnh phía trước của bàn 2 mảnh được tháo ra. Lỗ đột hình cổ ngỗng cũng có thể sử dụng trong 2 trường hợp đột này(xem hình).
- Kiểm tra lại lần nữa trục định hướng, sự cân chỉnh của đột và lỗ đột, chiều cao của trục định hướng trên phôi từ 2-3mm.
- Nếu đột ở sườn bên máng, cố định vị trí của máng với cả 2 mặt rìa hướng xuống. Nếu đột ở mặt của máng, đặt máng sao cho mặt cần đột ở phía trên. (xem hình vẽ)
- Nhấn công tắc chân xuống vị trí DOWN để tiến hành đột.
- Thả công tắc chân để rút lại chày đột, vật liệu có thể bị nhấc ngược lên trục dẫn hướng và rơi xuống khi chày đột rút ra khỏi lỗ đột
6.4 Cơ cấu đột dập
6.4.1 CƠ CẤU XÉN THANH PHẲNG
Các lưỡi dao
Lưỡi dao trên (Chuyển động): Lưỡi dao trên có rìa cắt hình cung đặc biệt để giảm thiểu biến dạng khi cắt.
Lưỡi dao dưới (Cố định): Có thể quay lưỡi dao này để dùng cho cả 4 rìa cắt nhằm tăng tuổi thọ của dao.
Khoảng hở cắt
Độ rộng của khoảng hở cắt (Khoảng cách từ lưỡi dao cố định tới lưỡi dao chuyển động ) đã được cài đặt cho máy trước khi xuất xưởng ở khoảng 0.2 và 0.3mm. Khoảng hở phụ thuộc vào độ dày và độ kéo căng của vật liệu. Vật liệu càng dày thì độ hở càng rộng.
Điều chỉnh khoảng hở theo các bước sau:
- Ở chế độ JOG, di chuyển dao phía trên xuống vị trí thấp hơn để độ mở giữa các dao gần nhất.
- Tắt máy OFF.
- Tháo bộ phận kẹp phôi và bàn chạy dao.
- Tháo lỏng bu lông cố định giữ dao phía dưới.
- Tháo lỏng ốc khóa trên vít điều chỉnh.
- Điều chỉnh khoảng hở bằng cách quay vít điều chỉnh đẩy dao phía dưới tiến lại gần dao phía trên.
- Kiểm tra độ mở bằng công cụ đo.
- Vặn chặt ốc khóa của vít điều chỉnh.
- Vặn chặt bu lông cố định để cố định vị trí của dao phía dưới.
- Lắp lại bàn và kẹp phôi
- Kiểm tra độ mở sau khi đã điều chỉnh
Thao tác xén thanh phẳng
- Quay công tắc Punch/Shear/Notch về phía SHEAR.
- Đặt phôi dưới kẹp phôi ở độ dài mong muốn. Sử dụng cữ sau để đo được độ dài chính xác.
- Đảm bảo phôi nằm chính xác trên bàn và dưới kẹp phôi.
- Sử dụng tấm chặn trên bàn để cố định vị trí phôi.
- Hạ thấp kẹp phôi để ép chắc chắn vào phôi.
- Vặn chặt 2 núm ốc để cố định kẹp phôi vào vị trí.
- Nhấn công tắc chân để thao tác dao và thả công tác chân để tấm trượt di chuyển lại phía sau.
Thao tác xén cạnh góc
- Quay công tắc Punch/Shear/Notch về phía SHEAR.
- Đẩy phôi vào chỗ đứng trên kẹp phôi cho đến khi cạnh đứng chạm vào dao phía trên.
- Căn chỉnh vật liệu tới góc xén mong muốn sử dụng dấu ở trên bàn chạy dao, sau đó cố định phôi lại.
- Hạ thấp kẹp phôi để ép chắc chắn vào phôi.
- Vặn chặt 2 núm ốc để cố định kẹp phôi vào vị trí.
- Nhấn công tắc chân để thao tác dao và thả công tác chân để tấm trượt di chuyển lại phía sau.
6.4.2 CƠ CẤU XÉN GÓC
Máy có thể xén góc 90 độ cũng như xén góc nghiêng bên trong 45 độ. Với model IW- 45M và IW-50A, đưa phôi qua vị trí trên đỉnh và bên cạnh của kẹp phôi cho các hướng khác nhau khi xén trong 45 độ. Khi xén góc nghiêng 45 độ, dao cắt cả 2 cạnh của góc. Do đó khi kết hợp 2 góc để làm thành một khớp quay, khoảng cách giữa mép đứng phải nhỏ nhất.
Lưỡi dao
Lưỡi dao cố định: Hai lưỡi dao cố định mỗi cái có 4 cạnh cắt. Quay lưỡi dao để sử dụng các cạnh cắt khác nhau.
Lưỡi dao di chuyển: Lưỡi dao di chuyển cũng có 4 cạnh cắt. Quay lưỡi dao theo đường chéo để sử dụng các cạnh cắt khác nhau.
Độ mở cắt
Độ rộng của khoảng hở cắt (Khoảng cách từ lưỡi dao cố định tới lưỡi dao chuyển động ) đã được cài đặt cho máy trước khi xuất xưởng ở khoảng 0.2 và 0.3mm. Điều chỉnh độ mở cắt như sau:
- Ở chế độ JOG, di chuyển dao phía trên xuống vị trí thấp hơn để độ mở giữa các dao là gần nhất.
- Tắt máy OFF.
- Tháo kẹp phôi
- Tháo lỏng bu lông cố định lưỡi dao lớn
- Tháo lỏng ốc khóa trên vít điều chỉnh.
- Điều chỉnh khoảng hở bằng cách quay vít điều chỉnh đẩy dao phía dưới tiến lại gần dao phía trên.
- Kiểm tra độ mở bằng công cụ đo.
- Vặn chặt ốc khóa của vít điều chỉnh.
- Vặn chặt bu lông cố định.
- Lắp lại bàn và kẹp phôi
- Kiểm tra độ mở sau khi đã điều chỉnh
Thao tác xén 90độ
- Quay công tắc Punch/Shear/Notch về phía SHEAR .
- Đặt phôi dưới kẹp phôi ở độ dài mong muốn. Sử dụng cữ sau để đo được độ dài chính xác.
- Điều chỉnh vít trên kẹp phôi để đầu vít nằm trên chân của góc. Vít kẹp phôi nên được vặn chặt để phôi không bị dịch chuyển trong khi cắt.
- Nhấn công tắc chân để thao tác xén và thả công tắc chân để bàn trượt di chuyển ngược lại.
Thao tác xén góc nghiêng trong 45 độ (trên model IW-45M và IW-50A)
- Quay công tắc Punch/Shear/Notch về phía SHEAR
- Chèn góc thông qua chỗ hướng dẫn trên cạnh của kẹp phôi để xén mép của góc tại góc 45 độ.
- Chèn mảnh khác của góc thông qua chỗ hướng dẫn trên đỉnh của kẹp phôi để xén mép của góc tại góc 45 độ theo hướng ngược lại.
- Kết hợp 2 góc để đạt được khớp quay 90 độ
Chú ý: Không sử dụng cữ sau trong trường hợp này.
6.5 CƠ CẤU XÉN THANH VUÔNG, TRÒN
Độ mở cắt
Điều chỉnh độ mở cắt như sau:
- Tắt máy
- Tháo kẹp phôi.
- Tháo lỏng ốc khóa.
- Vặn chặt vít đẩy. Sau đó vặn mỗi vít ra 1 phần ba vòng. Cố định vị trí bằng cách vặn chặt ốc khóa.
- Lắp lại kẹp phôi.
Thao tác
- Đóng trục dẫn hướng đột dập.
- Với model IW-45M và IW-50A, quay công tắc Punch/Shear/Notch về phía SHEAR .
- Đẩy thanh qua khe ở trên kẹp phôi theo độ dài mong muốn. Sử dụng cữ sau để đo được độ dài chính xác.
- Điều chỉnh kẹp phôi để thanh vuông góc với dao.
- Vặn chặt 2 núm ốc để cố định kẹp phôi vào vị trí.
- Nhấn công tắc chân để thao tác xén và thả công tắc chân để bàn trượt di chuyển ngược về sau.
Đối với model IW-45M, kẹp phôi trong trường hợp này tương tự như kẹp phôi trong trường hợp xén phẳng.
7. BẢO TRÌ MÁY
7.1. Trước khi vận hành máy:
Kiểm tra thường xuyên cáp nguồn điện và công tắc chân xem có bị lỏng hay hư hại gì không.
Đảm bảo đột, lỗ đột và các bộ phận bảo vệ an toàn luôn ở trong tình trạng tốt.
Làm sạch phôi, cắt bỏ các miếng vật liệu thừa trong khu vực làm việc và xung quanh máy.
7.2. Lọc dầu và thay dầu:
Tháo và làm sách bộ lọc hút dầu ở bên trong thùng dầu mỗi khi thay dầu. Thay dầu lần đầu sau khoảng 600 giờ chạy máy. Những lần sau thay dầu sau mỗi 1200 giờ chạy máy. Nắp tháo dầu ở đáy của thùng dầu.
Không trộn lẫn các loại dầu khác nhau với nhau.
Dầu thủy lực (hoặc tương đương)
Mobil DTE 46
Esso Nuto H46
Shell Tellus 46 or Hydraulic oil 46
B.P. Energol HLP 46
Castrol Hyspin AWS 46 6018
7.3. Bôi trơn máy
Bôi trơn máy bằng loại dầu thích hợp sau mỗi 8 giờ làm việc. Sử dụng súng tra dầu để bôi vào các điểm cần tra dầu.
7.4. Mức dầu
Model | Sức chứa (lít) | Lượng dầu yêu cầu (lít) |
IW-45M | 65 | 47 |
IW-50A | 86 | 66 |
IW-60H | 96 | 73 |
7.5. Nhiệt độ dầu:
Nhiệt độ dầu phải dưới 50 độ C
7.6. Áp suất thủy lực:
Áp suất của hệ thống thủy lực được cài đặt trước tại nhà máy và chỉ các kỹ sư dịch vụ mới được điều chỉnh hệ thống này.
Model | IW-45M | IW-50A | IW-60H |
Áp suất tối đa | 210 Kg/cm2 | 240 Kg/cm2 | 250 Kg/cm2 |
CÁC VẤN ĐỀ VÀ CÁCH XỬ LÝ
Vấn đề | Nguyên nhân có thể | Cách xử lý |
Động cơ không hoạt đông | 1. Do nguồn | Kiểm tra lại nguồn |
2. Công tắc cầu dao không bật | Quay công tắc cầu dao sang vị trí ON | |
3. Không thoát nút khẩn cấp | Quay các nút vặn sang bên phải để thoát nút khẩn cấp | |
4. Động cơ bị hỏng | Thay động cơ | |
5. Cáp nguồn cho động cơ không được kết nối chính xác | Kiểm tra và kết nối lại, thay dây cáp nếu cần | |
6. Ngắt mạch động cơ ở vị trí OFF | Cài đặt lại ngắt mạch ở vị trí ON | |
7. Hỏng cầu chì | Kiểm tra và thay thế cầu chì | |
8. Công tắc từ bị hỏng hoặc cháy | Thay mới | |
9. Máy biến áp hỏng | Thay mới | |
|
|
|
Động cơ có hoạt động nhưng máy không hoạt động | 1. Động cơ quay sai hướng | Tắt máy, thay 2 dây bất kì của 3 dây nguồn và kiểm tra lại xem động cơ đã quay đúng hướng chưa. |
2. Không đủ dầu thủy lực cho máy | Kiểm tra lượng dầu thủy lực và thêm dầu nếu cần thiết. | |
3. Kẹt van điện từ | Làm sạch hoặc thay thế van mới | |
4. Cuộn dây van điện từ bị cháy | Thay dây mới | |
5. Cần điều khiển chân không gửi tín hiệu | Kiểm tra cần điều khiển và thay thế công tắc nếu cần thiết | |
6. Rơle bị kẹt hoặc bị cháy. | Thay mới rơle |
Vấn đề | Nguyên nhân có thể | Cách xử lý |
Máy hoạt động nhưng không đạt đủ năng suất | 1. Van xả không được cài đặt chính xác | Kiểm tra áp suất thủy lực và van xả (vặn chặt để tăng áp lực) |
2. Van xả bị hỏng | Thay thế van xả | |
3. Máy bơm hỏng | Thay bơm mới | |
4. Rò rỉ bên trong xi lanh | Liên hệ dịch vụ của đại lý | |
5. Van kiểm tra dẫn hướng không được cài đặt chính xác | Cài đặt áp suất đúng cho van | |
|
|
|
Quá tải tiếng ồn thủy lực | 1. Động cơ quay sai hướng | Tắt máy, thay 2 dây bất kì của 3 dây nguồn và kiểm tra lại xem động cơ đã quay đúng hướng chưa. |
2. Máy bơm bị mòn | Thay bơm mới | |
3. Bộ lọc bị bẩn | Thay thế bộ phận lọc | |
4. Không đủ dầu | Kiểm tra lượng dầu và thêm dầu nếu cần thiết |
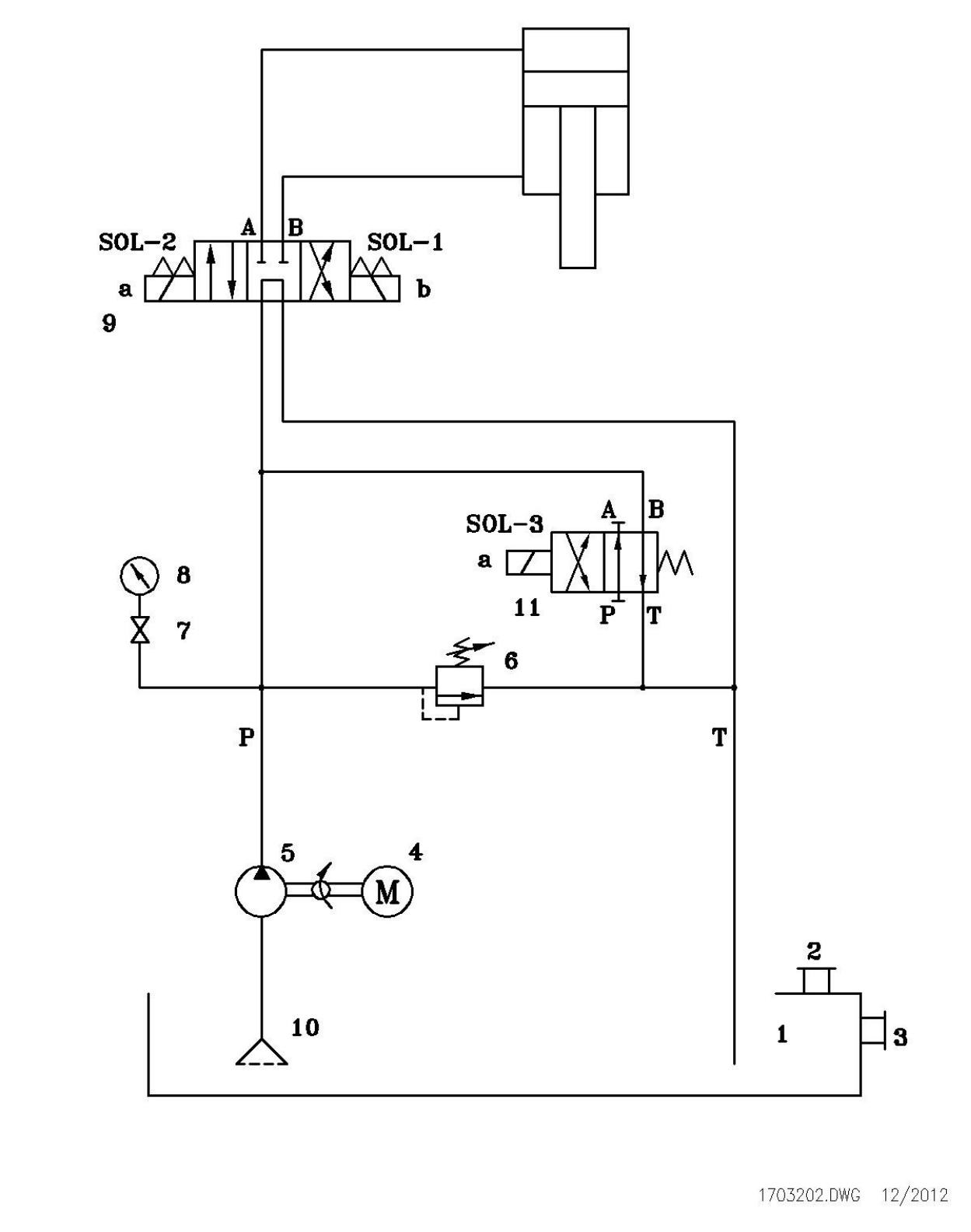
Mạch thủy lực
IW-45M-50A,60H
(with low pressure JOG)
Bộ phận mạch thủy lực
IW-45M, IW-50A, IW-60H
(chế độ JOG)
No. | Description | Qty | Specification / Part No. |
|
|
|
|
1 |
|
| IW-45M: 21172940 (JOG) |
Bình chứa | 1 | IW-50A: 211802920 (JOG) | |
|
|
| IW-60H: 211902920 (JOG) |
2 | Bộ lọc và thông khí | 1 | 53702HY08A |
3 | Máy đo mức dầu | 1 | 53701LG4 |
4 |
|
| IW-45M: 5 HP |
Động cơ | 1 | IW-50A: 5 HP | |
|
|
| IW-60H:7.5 HP |
5 |
|
| IW-45M: 53201GHP2AS20E |
Máy bơm | 1 | IW-50A: 53201ALP2AS16 | |
|
|
| IW-60H: 53201GHP2AS22 |
6 | Van xả | 1 | 53656RPECFAN |
|
|
|
|
7 | kim đo | 1 | 53652ST02L |
|
|
|
|
8 | Đo áp suất | 1 | 53621CBLM63350 |
|
|
|
|
9 | Van điện từ | 1 | 53651DFA02005 |
|
|
|
|
10 |
|
| IW-45M: 53301MF086 |
Bộ lọc hút dầu | 1 | IW-50A: 53301MF086 | |
|
|
| IW-60H: 53301MF106 |
11 | Van điện từ | 1 | 53651DFA02001 |
|
|
|
|


